|
李坤,李歡
(中國電子信息產業發展研究院,北京100846)
摘要:研發大規模、低成本、低碳排放量的制氫技術是氫能實現產業化的前提條件,是氫能產業發展亟待解決的問題。垃圾中含有大量有機組分,經處理可分解出氫氣,有望成為制氫技術創新的重要突破口。從熱化學技術和生物化學技術兩方面,梳理總結了國內外垃圾制氫技術研發進展和產業化現狀,分析了當前垃圾制氫技術研發和產業化面臨的主要問題,并提出了針對性的對策建議。研究發現:基于熱化學過程的垃圾氣化制氫技術是垃圾制氫產業化的主流方向;全球多個國家正在探索垃圾制氫產業化之路,但當前整體處于研究示范階段,面臨減碳仍需進一步深化、能源利用效率仍需提高等問題;從我國垃圾原料性質、制氫技術進展等看,還應從垃圾分類、制氫技術裝備研發、碳捕集封存利用技術創新、項目試點示范等方面推進我國垃圾制氫研發與產業化進程。
0引言
氫能具有儲量大、儲存穩定、轉化效率高、零排放等優勢,是未來凈零排放能源系統不可或缺的組成部分[1-2]。近年來,越來越多國家高度重視氫能的發展與其在氫燃料電池等領域的應用。日本、歐盟、美國等發達國家已經將氫能上升到支撐國家能源、氣候、經濟、科技、安全的戰略高度,加快部署和推進氫能產業發展。
氫能全產業鏈包括“制—儲—運—輸—用”五大環節,其中制氫是第一個重要環節。國際能源署數據顯示,2020年,全球氫氣供應量約9000萬噸,主要來源是化石燃料制氫,其中天然氣制氫約占59%,煤制氫約占19%,工業副產氫約占21%,來自電解水制氫、化石燃料配備碳捕集封存利用的低碳氫分別僅占0.03%、0.7%,合計不足1%[3]。以化石燃料為主要制氫來源,雖然規模大、成本低,但帶來的一個顯著問題就是高碳排放量。2020年,全球氫氣的直接碳排放量高達9億噸,約占全球能源和工業碳排放量的2.5%,與我國碳排放量最高的山東省、河北省相當[4]。電解水制氫、化石燃料配備碳捕集封存利用的碳排放量低,但成本高,而且前者規模更小。因此,尋找大規模、低成本、低碳排放量的氫氣供給已成為氫能產業發展過程中的重要議題。
碳排放量較低的制氫方式有技術相對成熟的電解水制氫和甲醇重整制氫,以及生物或生物質制氫、垃圾制氫、太陽能光解水制氫、熱化學分解水制氫等試驗性方法[5]。近年來,垃圾制氫以其成本優勢獲得了學術界和產業界的關注。垃圾氣化制氫的總生產成本約為28.74元/千克,其中垃圾氣化工段成本為13.80元/千克,合成氣凈化、氫氣分離提純工段成本為14.94元/千克[6]。按照這一測算,垃圾制氫成本比我國已建電解水示范項目的氫氣成本36.4元/千克要低[7]。形成規模效應后,成本有望降到20元/千克以下,與天然氣等化石能源制氫技術成本相當[6]。垃圾制氫項目的收入方面,除了氫氣銷售收入,還包括垃圾處理費、殘渣銷售收入,以及可能的碳交易收入,能有效分攤制氫成本、降低氫氣價格。此外,垃圾制氫技術還具有重要現實意義:一是助推垃圾處理減量化、資源化、無害化。與填埋、堆肥和焚燒等傳統垃圾處理方式相比,氣化占地面積小,不產生二噁英等有毒有害物質,處理后的氣體和殘渣均可利用。二是緩解局部資源短缺導致的制氫瓶頸。鑒于部分地區垃圾量大、分布廣泛,以垃圾為原材料制氫,有助于各地區豐富氫能來源、增加氫氣供給、緩解用氫緊張。
目前,國內與垃圾制氫直接相關的研究主要集中在餐廚垃圾厭氧發酵制氫、垃圾滲濾液超臨界水氣化制氫、生物質制氫、塑料制氫等技術領域,尚缺乏綜合性的、結合產業進展的研究。本文首先梳理總結了當前垃圾制氫技術的研究現狀與產業化進展情況,然后分析了當前垃圾制氫技術研發和產業化面臨的主要問題,并提出了針對性的對策建議,旨在為我國氫能領域的技術創新和產業發展提供參考依據。
1垃圾制氫技術研究現狀
根據技術原理的不同,垃圾制氫技術可分為熱化學和生物化學兩大類,以下對這兩類技術分別進行介紹。
1.1熱化學技術
熱化學技術顧名思義是基于熱化學過程的垃圾制氫技術,原理是有機物在缺氧、高溫條件下被分解為以氫氣、一氧化碳、甲烷為主的合成氣;無機物則被熔化成金屬和玻璃體渣,用于路基、建材等的原材料。典型的熱化學過程包括熱解和氣化,熱解可用于氣化之前,以提高原料的熱值。熱化學技術適用于可燃固體廢棄物,它是垃圾中的可燃組分,常見的可燃固體廢棄物包括紙類、塑料類、木料類、織物類以及垃圾衍生燃料。熱化學過程在垃圾處理方面的優勢在于減量化,可以最大程度保留垃圾填埋場的空間。據測算,熱化學處理后,垃圾質量減少70%~80%,體積減小約80%~90%[8]。
1.1.1熱解
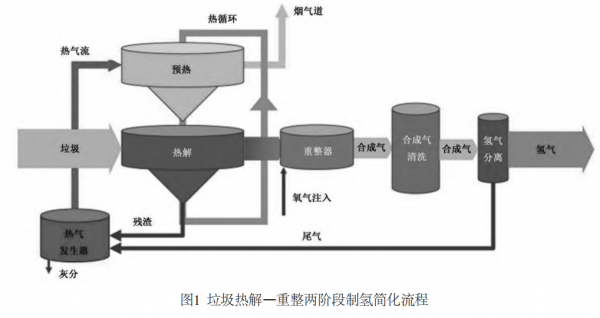
垃圾熱解過程通常在中等溫度、高壓、隔絕氧氣的環境下進行。溫度對氫氣產率的影響較大。在一個生物質熱解實驗中,把反應溫度從800℃提高至1000℃,氫氣產率可從12.0%提高至28.2%[9]。催化劑可以提高熱解過程的效率,常用的催化劑種類有氯化物、碳酸鹽和鉻酸鹽等。由于反應溫度相對較低、壓強相對較高,垃圾熱解過程獲得的產物分子量通常高于氣化過程,會產出生物油、生物炭等非氣態物質,合成氣中氫氣的含量也相對較低。因此,在制氫領域,熱解過程通常在二階段反應流程中出現,產物用于后續的重整、氣化過程,以提高氫氣產率[10]。垃圾熱解—重整兩階段制氫簡化流程如圖1所示。從工藝成熟度、氫氣產率方面來講,氣化制氫技術相較于熱解制氫技術更具優勢。
1.1.2氣化
垃圾氣化制氫過程為垃圾和氣化劑在1個大氣壓下的缺氧環境中的反應過程,反應溫度通常在500~1200℃[11-12],熱效率通常為35%~50%[13]。缺氧條件有助于減少熱量損失并提高能量回收效率。反應溫度對制氫的效率也有較大影響。在工程實踐中,每個反應器都存在最佳的反應溫度:當反應溫度低于最佳溫度時,隨著溫度的升高,反應速率提高,氫氣產率增加;當反應溫度超過最佳溫度時,裂解和重整反應的能力隨著溫度升高而下降,氫氣產率隨之降低[14]。
氣化劑的種類和比率對垃圾制氫的效率也有影響。典型的氣化劑包括空氣、富氧空氣、純氧或蒸汽等。不同氣化劑的熱值不同,蒸汽和純氧熱值較高。在標準溫度和壓力下,高熱值(HHV)為9.2~16.5MJ/m³,空氣熱值較低,僅為3.5~7.8MJ/m³[15]。研究表明,當實際氧氣流量與化學計量氧氣流量當量比(ER)未處于最佳區域(燃燒區ER約為1)時,隨著ER增加,氫氣產率隨之增加[16]。蒸汽與生物質的比率對提高氣化反應的效率很重要,因為蒸汽重整反應是產生氫氣的主要反應,過量的蒸汽會導致氫氣產量減少并促進焦油形成[17]。
在氣化制氫反應中,使用催化劑有助于降低反應活化能,提高轉化程度,進而提高氫氣產率。催化劑種類包括鎳基催化劑、堿基催化劑、天然礦石類催化劑、生物炭、氧化鈣等。橄欖石和白云石等天然礦石類催化劑可通過采礦直接獲得,具有成本優勢,實際應用中使用頻率較高。鎳基催化劑除了提高轉化程度,還可以抑制焦油、焦炭和CO2等副產物的形成,進一步提高氫氣產率[18]。新型的生物炭催化劑成本低、效果好,可將生物油蒸汽重整的制氫率提高至89.13%[19]。氧化鈣在垃圾原位水蒸氣氣化反應中能夠吸收CO2,促進氫氣產生,使氫氣產率從10.86g/kg提高至31.56g/kg[20]。但是,由于垃圾中含有硫化合物、微粒和微量金屬等對催化劑有害的物質,催化劑普遍存在中毒失活的問題,會影響催化劑的壽命和成本[21-22]。開發高活性、長壽命、低成本、抗積炭的催化劑成為垃圾氣化制氫大規模產業化的前提。
根據氣化設備的不同,氣化制氫技術可分為固定床氣化技術、沸騰床氣化技術、循環流化床氣化技術、回轉窯氣化技術、機械爐排氣化技術、等離子氣化技術等。等離子氣化技術由于不產生二噁英、減量化效果好等優點,近年來在垃圾處理中應用較多。等離子氣化技術是一種超高溫氣化技術,以惰性氣體形成的等離子為氣化熱源,可以產生2000~5000℃高溫[23]。典型的等離子氣化垃圾制氫的產物合成氣組成為15%H2、24%CO、6%CO2和55%N2[24]。反應停留時間,等離子氣體、氧化劑和蒸汽流的流速,反應溫度,都會影響合成氣的組成[25]。
研究成果表明,不同條件下,基于熱化學技術的垃圾制氫方式的氫氣產率范圍較大,每千克可燃固體廢棄物能生產氫氣約20~178.7克[26-27]。氫氣產率最高的研究來自Wu和Williams,垃圾種類為聚丙烯塑料,制氫方式為熱解(500℃)與氣化(900℃)兩階段反應,反應過程中加入了Ni-Mg-Al作為催化劑,產物氫氣的濃度為41.65%,氫氣產率為178.7g/kg[10]。
1.2生物化學技術
基于生物化學過程的垃圾制氫技術,原理是利用微生物分解垃圾中的有機物以產生氫氣,典型的過程包括光發酵和暗發酵。暗發酵制氫是指在常壓、缺氧、黑暗條件下,通過厭氧菌分解垃圾中的有機物產生氫氣,其他產物通常為有機酸、醇、丙酮以及CO2[28]。影響氫氣產率的因素很多,包括底物類別、底物濃度、菌株種類、反應時間、溫度、pH值、氫氣分壓等[29]。由于微生物發酵施加的熱力學限制,較高的底物濃度將導致較低的氫氣產量。此外,過高的氫氣分壓對產率也有負面影響,及時移除產生的氫氣有助于提高氫氣產率[30]。隨著氫氣分壓的增加,乳酸和乙醇等其他產物的濃度增加,氫氣合成減少。光發酵制氫是指在常壓、厭氧、光照條件下,通過光合細菌分解垃圾中的有機物產生氫氣。光轉換效率、微生物菌株、垃圾類型以及反應條件共同對氫氣產率施加影響。最佳的反應條件主要取決于菌株種類,通常溫度為35~37℃,pH為5~7左右[31]。生物化學制氫的能源消耗強度遠低于熱化學過程,但氫氣產率和反應速率較低。
研究結果表明,各類市政污泥和餐廚垃圾發酵制氫的氫氣產率約為8.6~174.6mL/g VS[32]。氫氣產率最高的研究來自Cheng等,反應采用餐廚垃圾和污水污泥共同發酵的方式進行,有機負荷為20g VS/L,發酵溫度為35℃,初始pH為6.0,總碳轉化效率為63.3%,能量轉化效率為56.6%,氫氣產率為174.6mL/g VS[33]。
2垃圾制氫產業化進展
2.1國際垃圾制氫產業化探索實踐
隨著氫能重要性的提升,近年來許多企業開始探索垃圾制氫產業化。當前進入這個領域的企業主要有三類:初創企業、垃圾處理企業和氫能企業。初創企業積極性較高、布局較早,典型代表有美國Ways2H和SGH2、英國Waste2Tricity、比利時Boson Energy等。垃圾處理企業的技術實力較強、設備研發經驗豐富,典型代表有英國Power House Energy等。氫能企業也越來越關注氫氣來源問題,開始探索垃圾制氫,典型代表有日本氫燃料電池汽車廠商豐田、工業氣體生產商及加氫站開發運營商巖谷產業、德國氫氣存儲公司H2-Industries等。
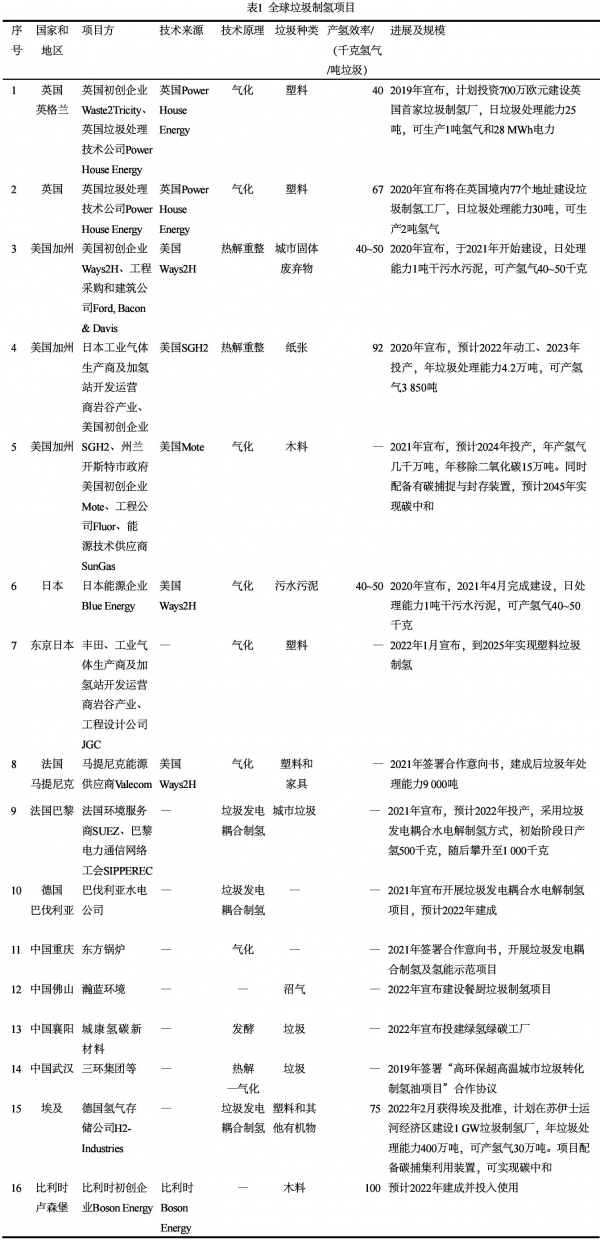
據本文不完全統計,全球已有16個垃圾制氫產業化項目,主要分布在歐洲、美國、日本等,詳情如表1所示。從項目進展看,這些項目大都處于規劃或建設階段。美國Ways2H參與建設的東京垃圾制氫廠進展最快,已于2021年4月完成建設。從項目規模看,氣化制氫項目之間差異較大,垃圾日處理能力為1~116噸不等,正向產業化邁進。從制氫方式看,多數項目選擇垃圾氣化直接制氫,也有的項目選擇了技術難度相對較小的垃圾氣化發電耦合水電解制氫。從垃圾種類看,這些項目以產氫效率較高的不可回收塑料為主。從氫氣產率看,每噸垃圾的氫氣產量為40~100千克。
Ways2H東京垃圾制氫廠位于東京灣附近,處理的垃圾原料為廢水、污泥,設計日處理能力1噸干污泥、氫氣產量40~50千克,生產出的氫氣用于附近氫燃料電池乘用車和發電,可滿足10輛氫燃料電池乘用車的日常需求[34]。該工廠采用熱解與蒸汽重整氣化兩階段反應方式。在熱解爐中,以氧化鋁球為熱載體,加熱使氧化鋁與污水、污泥等生物質材料接觸,產生含有氫、CO、CO2和甲烷的熱解氣體。隨后,熱解氣體進入重整器,在更高溫度下與水蒸汽發生反應,產生氫氣分壓更高的富氫氣體。
英國政府已明確提出從國家層面支持垃圾制氫發展。2022年1月12日,英國政府宣布啟動新的氫能生物質配備碳捕集封存創新項目,并提供500萬英鎊專項資金,支持垃圾等生物質生產清潔氫方面的研究和產業化[35]。企業、研究機構和大學都有資格提出申請,每個項目最高可獲得25萬歐元支持。
2.2國內垃圾制氫產業化探索實踐
我國是世界第一制氫大國,2019年氫氣產量約3342萬噸[36],占全球總量的37.13%。其中,煤制氫、天然氣制氫、工業副產氫等方式占比分別達到63.54%、13.76%、21.18%,電解水制氫總量約50萬噸,僅占1.50%。低碳、清潔的氫氣尚未實現大規模供給。垃圾制氫作為一種新興的低碳氫供給方式,也有望在我國氫能產業發展中起到重要的支撐作用。
考慮到垃圾體量和制氫效率,塑料和其他城市生活垃圾可能是未來垃圾制氫的主要原料。中國物資再生協會發布的報告顯示,2020年中國產生塑料垃圾約6000萬噸,其中回收量約為1600萬噸,塑料垃圾總體回收率為26.7%。如果未被回收利用的4400萬噸塑料垃圾全部用于制氫,按照每噸塑料產氫70千克計算,每年可生產氫氣308萬噸,約為2019年我國氫氣總產量的9%。文獻[37]指出,2020年全國城市生活垃圾清運量為2.35億噸,如果未來全部用于制氫,按照每噸城市生活垃圾產氫40千克計算,每年可生產氫氣940萬噸,約為2019年我國氫氣總產量的28%。
國內企業也積極探索垃圾制氫,已成為該領域的“先行者”。2019年,三環集團等企業達成“高環保超高溫城市垃圾轉化制氫油項目”合作協議,項目采用純氧燃燒、超高溫氣化的方式處理城市垃圾,所產生氫氣可滿足1000輛氫燃料電池大巴日常使用[38]。2021年,東方鍋爐與重慶市潼南區簽訂了垃圾發電耦合制氫及氫能示范項目合作意向書,建成后有望成為我國首個垃圾制氫產業化示范項目。進入2022年,隨著“十四五”時期“無廢城市”建設工作的啟動,越來越多企業進入垃圾制氫領域。城康氫碳新材料宣布在湖北省襄陽市投建“垃圾制氫+碳資源化”綠氫綠碳工廠,采用城市垃圾資源化制沼氣、沼氣資源化制氫固碳的兩階段反應方式,設計年處理城市固廢30萬噸,減少碳排放35萬噸,年產高純度綠氫550噸、炭黑1650噸,預計年內建成[39]。瀚藍環境宣布年內將在佛山市南海區建設餐廚垃圾制氫項目,以餐廚垃圾和滲濾液產生的沼氣以及綠色工業服務中心鋁灰處理項目中的富氫氣體作為原料氣,設計年處理沼氣2400噸,產氫氣2200噸,減少碳排放量100萬噸[40]。
3當前垃圾制氫技術研發及產業化面臨的主要問題
3.1減碳仍是難題
雖然垃圾制氫的優勢突出,但不可忽視的是,垃圾中的有機物經高溫氣化將產生大量CO2。這也意味著,要讓垃圾制氫變得低碳環保,碳捕集封存利用不可或缺。2021年12月,美國初創企業Mote宣布,將在2024年前建成一座利用木質廢料、配備有碳捕捉與封存裝置的制氫工廠,從全生命周期來看,該制氫工廠有望成為全球首個“零碳”綠氫工廠。
3.2能源利用效率偏低
制氫過程需要消耗能源,從能源利用的角度看,垃圾制氫效率遠低于甲烷蒸汽重整、水電解等方式。研究結果表明,垃圾氣化、甲烷蒸汽重整、水電解制氫的熱效率分別為35%~50%、70%~75%和75%~80%[12,41-42]。垃圾的種類、尺寸、形狀和含水量等因素都會影響反應器效率和氫氣產率,進而影響制氫能源利用效率。
3.3垃圾質量不達預期
我國城市生活垃圾與發達國家城市生活垃圾差異較大,廚余含量高、含水率高、熱值低,對項目運行的穩定性和經濟性,以及污染物的達標排放存在影響。同時,垃圾原料性質是垃圾氣化反應器和系統的主要設計依據,若直接引進國外主流技術,可能出現水土不服的情況。
3.4氣化技術有待進步
垃圾氣化制氫是在垃圾氣化技術上衍生出的新技術,而垃圾氣化技術對產業技術基礎要求較高。國外對垃圾氣化技術的研究起步比較早,在熱分選氣化技術和等離子體氣化技術等領域有較多積累,已研發出工業級技術設備。例如,美國西屋等離子體公司在20世紀90年代就取得較大進展,并于2003年在日本建設了220噸/天的用于處理生活垃圾和汽車廢渣的等離子體氣化工廠,產物合成氣用于發電[43-44]。然而,我國等離子體氣化技術直到2018年才進入工程應用階段。
4對我國垃圾制氫技術研發及產業化的幾點建議
4.1支持垃圾制氫技術裝備研發
推動工業級垃圾氣化制氫技術裝備研發,開發低成本的垃圾原料預處理技術。優化氣化設備性能,提高技術的成熟度、可靠性、能源利用效率和氫氣產率,擴大垃圾適用范圍。改進氫氣分離提純工藝,適應垃圾生產過程中存在的氫氣濃度偏低、雜質復雜等問題。加強生物化學類垃圾制氫技術創新,研究利用有機廢物的厭氧消化、無氧發酵等方式制氫,開發出低能耗、低排放、高效率的新型垃圾制氫技術。
4.2推動垃圾制氫項目試點示范
開展垃圾氣化制氫項目試點工作,研發建立垃圾預處理、垃圾氣化、合成氣清洗、氫氣分離提純等全過程工程技術能力,優化提高設備運行效率,不斷降低氫氣生產成本。支持垃圾氣化發電耦合水電解制氫產業化示范運營,通過長期應用積累實踐經驗,提高我國垃圾氣化技術水平,探索垃圾制氫商業模式。
4.3持續推進垃圾分類工作
完善垃圾分類法律法規制度體系,因地制宜基本建成生活垃圾分類投放、分類收集、分類運輸、分類處理系統。通過有效的垃圾收集與分類,提高垃圾熱值、減少原料特性的不確定性、降低廢物原料的異質性,保障垃圾制氫運行穩定,降低預處理成本和合成氣清洗成本。
4.4強化碳捕集封存利用技術創新
推動碳捕集封存利用技術與垃圾制氫技術融合發展,研發適用于垃圾制氫的先進碳捕集封存利用技術,降低垃圾制氫的碳排放強度。加速推動投融資,支持碳捕集封存利用技術產業化,將碳捕集封存利用技術納入產業和技術發展目錄。打通金融融資渠道,提供優先授信和優惠貸款,探索利用碳市場機制支持碳捕集封存利用技術發展的政策。
參考文獻
[1]IEA. Net Zero by 2050: A Roadmap for the GlobalEnergy Sector[EB/OL]. (2021-05). https://www.iea.org/reports/net-zero-by-2050.
[2]IEA. The Future of Hydrogen[EB/OL]. (2019-07).http://www.iea.org.reports/the-future-of-hydrogen.
[3]IEA. Global Hydrogen Review 2021[EB/OL]. (2021-10). https://www.iea.org/reports/global-hydrogen-review-2021.
[4]GUAN Y, SHAN Y, HUANG Q, et al. Assessment to China's recent emission pattern shifts[J]. Earth's Future.2021, 9(11): 2021EF002241.
[5]IRENA. Hydrogen from Renwaable Power[EB/OL].(2021-09). https://www.irena.org/publications/2018/Sep/Hydrogen-from-renewable-power.
[6]仲蕊. 垃圾制氫前景可期[N]. 中國能源報, 2021-09-27(9).
[7]中國電動汽車百人會. 中國氫能產業發展報告(2020)[EB/OL]. (2020-10). http://pg.jrj.com.cn/acc/Res/CN_RES/INDUS/2020/10/22/73726abb-c2db-4c81-b0d7-1f6aa3c36707.pdf.
[8]LOMBARDI L, CARNEVALE E, CORTI A. A review of technologies and performances of thermal treatment systems for energy recovery from waste[J]. Waste Management, 2015, 37(3): 26-44.
[9]ZANZI R, SJÖSTRÖM K, BJÖRNBOM E. Rapid high-temperature pyrolysis of biomass in a free-fall reactor[J].Fuel, 1996, 75(5): 545-550.
[10]WU C, WILLIAMS P T. Hydrogen from waste plastics by way of pyrolysis–gasification[J]. Proceedings of the ICE: Waste and Resource Management, 2014, 167(1):35-46.
[11]CAMPOY M, GÓMEZ-BAREA A, OLLERO P, et al.Gasification of wastes in a pilot fluidized bed gasifier[J].Fuel Processing Technology, 2014, 121(5): 63-69.
[12]ARREGI A, AMUTIO M, LOPEZ G, et al. Evaluation of thermochemical routes for hydrogen production from biomass: A review[J]. Energy Conversion and Management, 2018, 165(6): 696-719.
[13]NIKOLAIDIS P, POULLIKKAS A. A comparative overview of hydrogen production processes[J].Renewable and Sustainable Energy Reviews, 2017,67(1): 597-611.
[14]CHUTICHAIB, AUTHAYANUNS,ASSABUMRUNGRAT S, et al. Performance analysis of an integrated biomass gasification and PEMFC (proton exchange membrane fuel cell) system: Hydrogen and power generation[J]. Energy, 2013, 55(6): 98-106.
[15]IRIBARREN D, SUSMOZAS A, F PETRAKOPOULOU,et al. Environmental and exergetic evaluation of hydrogen production via lignocellulosic biomass gasification[J]. Journal of Cleaner Production, 2014,69(4): 165-175.
[16]BEHESHTI S M, GHASSEMI H, SHAHSAVAN-MARKADEH R. Process simulation of biomass gasification in a bubbling fluidized bed reactor[J].Energy Conversion & Management, 2015, 94(4): 345-352.
[17]PARTHASARATHY P, NARAYANAN K S. Hydrogen production from steam gasification of biomass: Influence of process parameters on hydrogen yield: A review[J].Renewable Energy, 2014, 66(6):570-579.
[18]HE M, BO X, HU Z, et al. Syngas production from catalytic gasification of waste polyethylene: Influence of temperature on gas yield and composition[J].International Journal of Hydrogen Energy, 2009, 34(3):1342-1348.
[19]MA Z, XIAO R, ZHANG H. Catalytic steam reforming of bio-oil model compounds for hydrogen-rich gas production using bio-char as catalyst[J]. International Journal of Hydrogen Energy, 2016, 42(6): 3579-3585.
[20]王晶博, 張靜, 錢益斌, 等. CaO對城市生活垃圾原位水蒸氣氣化制備富氫燃氣的影響[J]. 2014, 27(3): 279-286.
[21]WATSON J, ZHANG Y, SI B, et al. Gasification of biowaste: A critical review and outlooks[J]. Renewable and Sustainable Energy Reviews, 2018, 83(3): 1-17.
[22]AL-RAHBI A S, WILLIAMS P T. Hydrogen-rich syngas production and tar removal from biomass gasification using sacrificial tyre pyrolysis char[J]. Applied Energy,2017, 190(5): 501-509.
[23]OUDA O, RAZA S A. Waste-to-energy: Solution for Municipal Solid Waste challenges- global perspective[C]// 2014 International Symposium on Technology Management and Emerging Technologies (ISTMET 2014). IEEE, 2014.
[24]TAVARES J R, RAO L, DERBOGHOSSIAN C, et al. Large-Scale Plasma Waste Gasification[J]. IEEE Transactions on Plasma Science, 2011, 39(11): 2908-2909.
[25]MUNIR M T, MARDON I, AL-ZUHAIR S, et al. Plasma gasification of municipal solid waste for waste-to-value processing[J]. Renewable & Sustainable Energy Reviews, 2019, 116(12): 109461.
[26]王博, 宋永一, 王鑫, 等. 有機固體廢棄物熱化學制氫研究進展[J]. 化工進展, 2021, 40(2): 709-721.
[27]LUI J, CHEN W H, DAN T, et al. A critical review on the principles, applications, and challenges of waste-to-hydrogen technologies[J]. Renewable and Sustainable Energy Reviews, 2020, 134: 110365.
[28]WANG G, LI Q, DZAKPASU M, et al. Impacts of different biochar types on hydrogen production promotion during fermentative co-digestion of food wastes and dewatered sewage sludge[J]. Waste Management, 2018, 80(10): 73-80.
[29]LUKAJTIS R, HOLOWACZ I, KUCHARSKA K, et al. Hydrogen production from biomass using dark fermentation[J]. Renewable & Sustainable Energy Reviews, 2018, 91(8): 665-694.
[30]KUMAR G, SHOBANA S, NAGARAJAN D, et al. Biomass based hydrogen production by dark fermentation-recent trends and opportunities for greener processes[J]. Current Opinion in Biotechnology, 2018,50(4): 136-145.
[31]BICAKOVA O, STRAKA P. Production of Hydrogen from Renewable Resources[J]. International Journal of Hydrogen Energy, 2012, 37(16): 11563-11578.
[32]陳宏, 吳軍, 陳晨, 等. 有機廢棄物厭氧共發酵制氫研究進展[J]. 化工進展, 2021, 40(1): 440-450.
[33]CHENG J, DING L, LIN R, et al. Fermentative biohydrogen and biomethane co-production from mixture of food waste and sewage sludge: Effects of physiochemical properties and mix ratios on fermentation performance[J]. Applied Energy, 2016, 184(12): 1-8.
[34]Ways2H Inc. Ways2H Japan blue energy launch Tokyo renewable H2 production site[EB/OL]. (2021-03-30).https://ways2h.com/ways2h-japan-blue-energy-launch-tokyo-renewable-H2-production-site/.
[35]United Kingdom Government. Government launches new scheme for technologies producing hydrogen from biomass[EB/OL]. (2022-01-12). https://www.gov.uk/government/news/government-launches-new-scheme-for-technologies-producing-hydrogen-from-biomass.
[36]中國氫能源及燃料電池產業創新戰略聯盟. 中國氫能源及燃料電池產業白皮書2020[EB/OL]. (2021-04-21).https://yhp-website.oss-cn-beijing.aliyuncs.com/upload/%E4%B8%AD%E5%9B%BD%E6%B0%A2%E8%83%BD%E6%BA%90%E5%8F%8A%E7%87%83%E6%96%99%E7%94%B5%E6%B1%A0%E4%BA%A7%E4%B8%9A%E7%99%BD%E7%9A%AE%E4%B9%A62020%E8%8A%82%E9%80%89_1632066740739.pdf.
[37]中國人大網. 全國人民代表大會常務委員會執法檢查組關于檢查《中華人民共和國固體廢物污染環境防治法》實施情況的報告[EB/OL]. (2019-10-25).http://www.npc.gov.cn/npc/c30834/202110/20dcb8233e69453a988eb86a281a2db1.shtml.
[38]劉天縱. 垃圾制氫油項目落地武漢,一噸固廢可制取氫氣450立方米[N/OL]. 湖北日報. (2019-09-06). http://hb.china.com.cn/2019-09/06/content_40886854.htm.
[39]北極星氫能網. 全球首個“垃圾制氫+碳資源化”綠氫綠炭工廠落地襄陽[EB/OL]. (2022-04-06). https://news.bjx.com.cn/html/20220406/1215507.shtml.
[40]程暉. “固廢+能源”協同制氫,瀚藍環境打造氫氣制、加、用一體化示范模式[N/OL]. 中國經濟導報. (2022-03-10). https://finance.sina.com.cn/jjxw/2022-03-10/doc-imcwipih7662894.shtml.
[41]JU H, BADWAL S, GIDDEY S. A comprehensive review of carbon and hydrocarbon assisted water electrolysis for hydrogen production[J]. Applied Energy, 2018, 231(12):502-533.
[42]CHISHOLM G, CRONIN L. Hydrogen From Water Electrolysis[J]. Storing Energy, 2016: 315-343.
[43]王希, 張春飛, 謝斐. 垃圾等離子氣化:機遇,挑戰和對策[J]. 東方電氣評論, 2014, 28(4): 22-29.
[44]梁永煌, 魏濤. 垃圾氣化技術的應用現狀及發展趨勢[J].中國環保產業, 2016(3): 47-54. |




