|
邢蕾,楊美玲,李永春,周爽,郭思佳,程雨生,王海祥,王慧
(佳木斯大學機械工程學院,黑龍江佳木斯154007)
摘要:隨著社會的不斷發展,人類消耗資源的速度逐漸加快。目前,我國還普遍存在以不可再生能源作為生產燃料的工業企業,但我國身為農業大國,在對待許多農業廢棄物極為不重視,導致大量綠色、廉價和高效的資源被浪費。秸稈燃料成型機便能有效利用這種資源,但在它在實際生產的效用上往往不盡人意。基于此,結合實際加工生產的環節,針對平模失效機理,分析原因并提出改進方案。
在世界能源結構中,不可再生資源雖占據了70%以上,但隨著世界人口的增加、經濟的飛速發展以及人們對生活的提質要求等,資源消耗總量在逐漸上升,一些不可再生能源瀕臨枯竭,需求的無限性和資源的有限性這一矛盾日趨尖銳。為了解決這一世界性難題,筆者提倡“節源開流”這一觀點,利用好生物質能源是關鍵。相比于石化能源,生物質能是唯一一種可以儲存和搬運的可再生能源,它分布廣泛,是一種不可多得的能源寶庫。19世紀末,秸稈燃料成型機誕生,作為生物質能的典型代表——秸稈,得到了有效的利用[1]。為了改善人類利用資源結構,提高農民生活水平,解決平模成型技術刻不容緩。
1秸稈燃料平模成型機的結構和工作原理
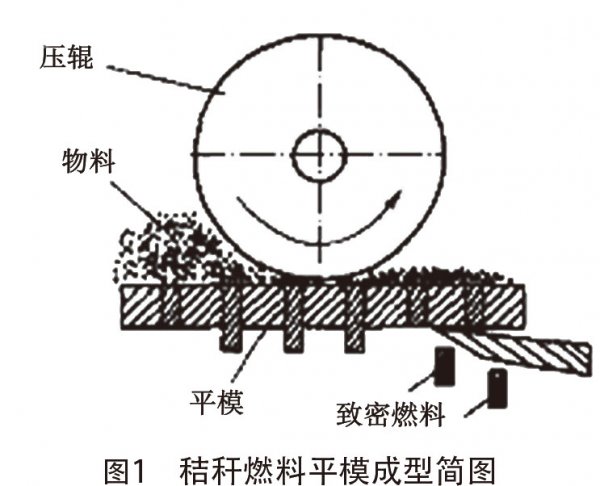
秸稈燃料平模成型機由壓輥和平模兩個核心部件組成。壓輥具有壓貼作用,并按規定方向隨主軸轉動,能帶動其與秸稈物料產生相互摩擦的作用,生產出所需的生物質燃料。平模類似于一個帶孔的平面,模孔的作用就是秸稈物料經壓輥的延壓下壓實到孔中,為生物質燃料塑型,使其有一定的形狀。塑形好的生物質燃料掉入出料口,最后儲存在收集裝置以供使用。結構如圖1所示。
平模成型機的組成結構并不復雜,且操作簡便,由電動機作為主要工作動力,物料通過進料口,途中利用傳動裝置、主軸、壓輥、平模、切口等主要部件進行加工操作,以農業物料轉變成生物質燃料并最終落入出料口為結點。經過人們的智慧改裝已經能達到相當高的生產水平,適用于農村個體戶以及小型企業,非常具有實用意義[2]。
2平模失效機理探究
雖然秸稈燃料成型機現已有大體雛形,但要實現真正意義上的產業化和規模化,使產業鏈條更加完善,出現技術瓶頸不可避免,要做的就是盡所能地具體問題具體解決。平模作為眾多模具中的一種,即便如此,其失效形式也萬變不離其宗,與其他的模具相似,失效形式主要有磨損、斷裂、塑性變形三種,其中磨損占據了65%以上。結合筆者對秸稈燃料成型機的實際操作的經歷,記錄了成型機的工作情況并做出略析,分別從機器部件本身和加工條件兩個方面進行平模失效的原由分析。
2.1部件本身
2.1.1材料
材料的選擇對機器有一定的影響,不同的材料應該相應的用合適的秸稈平模成型機類別,若采用不恰當會加速設備的老化和使用修復周期,從而縮短設備的使用壽命[3]。選材的時候應該考慮到用材的特點,如耐磨性、韌度、可塑性和抗強度等,因材施“工”才能發揮出成型機的高效,避免平模失效。
2.1.2模具表面加工的質量
要減少加工的預期效果和實際操作狀況的差距,提高加工成品的精確度,模具表面加工質量起到關鍵性的作用。如若平模表面不平整且有刀痕的話,容易造成模具的斷裂;超過模具的承受能力范圍內的長時間工作容易導致模具扛疲勞的強度;在設備進行金工操作中,電火花和數控加工時在模具表面易留下的“亮白層”會使模具的表面逐漸被削薄,抗壓性降低。
2.1.3壓輥及平模結構
除了模具表面加工質量,設備部件即模具本身也對秸稈燃料成型機平模產生較大影響。就模具里面最為重要的壓輥和平模兩個部件來說,不同的型號壓輥和平模對應著不同類型的成型機,因此在設計壓輥和平模時應中和考慮各個要素,從而最大程度地降低對成型機平模損耗。據有關專業研究人士表明,秸稈物料在經過壓輥一定方向壓力的作用下,成型物進入模孔受力逐漸增大最終被擠出孔外,這一研究為平模模孔設計有著借鑒意義。
2.1.4部件的熱加工工藝
設備的運作離不開熱量的產生和散確,熱加工工藝環節是秸稈物料加工的基本必經環節。部件的加熱需要進行預熱處理,隨后在完成后續的加熱工作。在預熱時,最先考慮的是溫度,調選加熱的溫度一定程度上也決定了成型物的品質,然后是冷卻的速度,冷卻速度的快慢影響著整個流程的速率,質量和速度的兩者結合提高了生產的效率[4]。經過一系列的處理之后,進行淬火加工工藝,結束整個加工過程。在這熱加工過程中,設備的操作并不都能做到十全十美,在某些環節尚存在不正確的加工的處理,如淬火的硬度不夠、淬硬層的深度不夠、韌性偏高等,以上都會使得秸稈成型機平模失效。
2.2加工條件
加工條件主要包括物料、模具間隙及潤滑3個方面。1)物料的挑選。用于成型機加工的物料應遵循不宜過粗、含水率不宜過多和盡可能減少雜質的原則,否則會導致平模磨損、腐蝕和斷裂。2)模具間隙和速度的調整,間隙的調整主要體現在壓輥和平模上,不宜過大或過小,否則不利于物料最終成型和加大了兩者的磨損面積,這對剛投入使用的機器尤其出顯。3)潤滑,不當潤滑會非但不會起到潤滑作用,反倒會增加了設備各零件間的摩擦,所以使用正確的潤滑劑能減少兩個面的之間的摩擦力。
3改進方案
3.1材料改進
對于材料改進,打造模具本身有著嚴謹而細致的選材環節,需要在開發和利用材料上做足準備工作。故而,筆者認為應該更多地致力于發掘和借鑒國內外的新型材料打造淬透性和韌性強大的平模成型機,同時也要努力研制出新的材料來延長設備的使用壽命。同時,采用新的加工方法,如西歐等國家為提高鋼坯的硬度和抗壓度對鋼進行二次精煉[5]。新材料和新方法在相關領域的應用,這將是一個能為成型機提高平模機理上有重要的借鑒意義的走向。
選取模具表面強化材料也能提高該設備的使用壽命,耐疲勞性越佳。模具表面的材料經過強化之后,模具內外性都能有所改善,其中在表面硬度和耐磨性方面的改善尤為突出。
3.2工藝改進
3.2.1平模的失效
對平模提出了改進的建議,如利用加工物料的自身重量,去恰當調整平模的工作面角度,有利于物料利用自身重力下滑,減少燃料和電力的花費。再如模孔的設計要考慮到是否方便物料的進入,在設備實踐操作中應該仔細觀察模孔部位的受力程度作為依據進行孔壁薄厚設計,以至于不會出現模孔過小物料堵塞和模孔過大物料加工不均及難以定型的尷尬。另外是對壓輥的改進,傳統的壓輥已經不再適用,為了節約維修成本、減少磨損,壓輥技術的未來發展方向是組合式設計,不再是單一的直式設計。
3.2.2熱處理工藝的改進
成型機工作時對部件加工中經常會出現表面氧化脫碳的問題,為了提高部件硬度和抗磨性,采用真空淬火設備進行熱處理和二次精煉能有效解決此類問題。不同材質的熱處理應該對應著不同材料,因為熱處理在控溫和火力大小等方面都十分講究,以上都關聯著秸稈燃料成型機平模的機理。
4結語
秸稈燃料成型機平模失效不可避免,人們能做的就是盡可能地減少失效率,進行全方位的科學改良和管理。主要從部件自身和加工條件兩大方向著手,分析了平模失效的原因,并提出了其改進方案,從原因找到解決方案,具體問題具體分析才是延長設備使用年限,增強耐磨性,最大程度上接近理論生產總值。
參考文獻:
[1]谷志新.生物質致密成型過程模孔力學及參數優化研究[D].哈爾濱:東北林業大學,2016.
[2]趙興濤.生物質成型燃料設備的模塊化設計與陶瓷耐磨材料的應用[D].鄭州:河南農業大學,2015.
[3]朱亞杰,孫興文.能源世界之窗[M].北京:清華大學出版社,2017.
[4]崔晉波,高立洪.孔祖鳳秸稈成型行業裝備及產業化發展現狀與評價[J].南方農業,2015,5(3):57-60.
[5]德雪紅.基于分形理論的柱塞式生物質環模成型模具磨損機理研究[D].北京:北京林業大學,2016. |




