|
石洋洋,盧曉江,楚曉婷
(天津科技大學機械工程學院,天津300222)
摘要:應用ANSYS軟件對秸稈壓縮制粒雙模擠壓成型過程進行數值模擬,通過對擠壓成型過程中秸稈顆粒應力以及模孔的受力分析,得出成品出現裂紋和松弛的現象與物料在徑向方向上的流變速率不一致有關的結論,為提高產品品質提供了理論依據.將秸稈顆粒擠壓成型的影響因素進行了力學表征,從微觀力學角度對其影響因素進行分析,以期為工程化研究提供參考。
我國農作物秸稈每年的產量達9億噸,占全球秸稈總量的20%,[1],但大部分都遭到了浪費,因此將這些秸稈擠壓成型作為生物質能源就顯得特別重要[2]。擠壓成型后的燃料顆粒在其密度、強度以及燃燒性等方面都比生物質原料有了很大的提升[3]。
針對不同的生物質原料,Rumpf[4]根據顆粒之間的相互作用力提出了5種生物質顆粒間的黏結力類型和黏結方式:自由移動液體表面張力和毛細壓力、非自由移動黏結劑作用的黏結力、固體粒子間的充填和嵌合、顆粒橋連、靜電引力。Lindeley等[5]認為,成型燃料的物理特性受溫度、壓力和含水量等因素的影響,但成型燃料內部的成型機制都可以用Rumpf提出的理論來解釋。
生物質擠壓成型設備根據機械的作用原理可分為3大類:螺旋擠壓成型設備、活塞沖壓成型設備、壓輥碾壓成型設備。螺旋擠壓成型機的缺點在于其能耗大,設備磨損嚴重,維修周期很短,此外,它對生物質原料含水率、粒度等的參數要求較高,因此阻礙了它的商業化進程[6];活塞沖壓成型機由于活塞每次的往復運動只能對物料進行一次擠壓,因此效率很低,產量較低[7];壓輥碾壓成型機由于其壓模形狀的不同,可以將其分為平模和環模兩種形式,又稱雙模成型機,由于其結構簡單、產量高、可優化性強,因此易于規模化生產和推廣。
平模和環模成型機兩者各有利弊,可以根據實際情況進行合理選擇[8]。為了找到最佳的工藝條件和參數,以往的模式是通過不斷地實驗和實際生產來找到某種經驗和規律。這樣的模式不僅周期長,而且投資比較大;同時,由于影響因素較多,實際的生產情況往往比較復雜,使得在實驗環節中找到的最佳工藝參數和條件在大批量生產中也未必準確;此外,也無法進行一些極限條件下的實驗。通過數值模擬卻可以很好地解決以上問題,而且節省大量的人力和物力,方便快捷地為生產和設計提供數據支持。
本文從應力分布入手,利用數值模擬方法對生物質燃料環模擠壓過程顆粒應力以及模孔的受力進行模擬和研究,目的是探究秸稈擠壓成型后的成品出現裂紋和松弛的現象與哪些因素有關,繼而加以改善,從而為提高產品品質提供理論依據。并且,將生物質影響因素進行了力學表征,從微觀力學模擬角度對生物質影響因素進行分析,從模擬角度為工程化研究提供參考。
1雙模擠壓成型過程模擬及分析
1.1原料的相關參數
本文采用秸稈類生物質作為研究對象,可以將其視作“可壓縮的連續體”,并且具有均質、各向同性的特點[9]。根據文獻[9–10]可得秸稈類生物質的相關物料參數見表1。
1.2環模幾何模型的建立與網格的劃分
1.2.1模型的建立
環模制粒機的環模固定在螺旋輸送器上旋轉,壓輥則固定在距環模內表面一定距離處,送料器將物料送入環模內部,物料緊貼于高速旋轉的環模內表面跟隨環模一起轉動,通過模輥間的物料及摩擦力使安裝在環模內的壓輥自轉,將物料從環模孔中擠出,再被置于環模外表面的切刀切成一定長度的顆粒燃料。圖1為環模制粒機結構簡圖[9]。其中環模的三維視圖見圖2。可以看出環模是圓周對稱的結構,在進行模擬時,不需要對整個環模進行模擬,只需要對環模中的一個模孔進行模擬即可。考慮到ANSYS在模擬擠壓這類接觸問題時所占用的資源較大,因此在模擬建模的時候應該使模型盡量減少所占資源,根據模孔的對稱性,可以將模型設置為模孔的一半,這樣既簡化了模型,也能滿足研究所需。

環模的結構形式采取圓周對稱結構,模孔的直徑為3.5mm,數量為1個,壓輥與環模相對位置是相互接觸的。采用自底向上方法進行建模,即先點后面,具體模型見圖3。擠壓模型中A1部分是模型中等效的秸稈物料,A2和A3分別對應的是環模模孔的保型區和擠壓區。對應于雙腔造粒機的擠壓過程則是秸稈物料經過兩個小的壓輥預壓之后,被預壓為模型中的A1部分之后被擠壓進入到A3中,最后經A2區保型之后被擠壓出來。
1.2.2網格的劃分
由于該模型的形狀比較規則,因此選用映射網格劃分方法對其進行網格劃分。根據生物質顆粒和模具材質的性質不同,劃分網格時對A1劃分的精細一點,A2和A3劃分的粗糙一點,具體尺寸采用A1為0.1mm,A2和A3為5mm。
1.3秸稈壓縮成型過程中顆粒和模孔受力的數值模擬分析
1.3.1秸稈被擠壓的不同時刻的流變規律分析
為了使擠壓過程中物料的顆粒變化更加明顯地顯示出來,在進行后處理時需要首先對模型進行軸對稱旋轉,使其呈現三維視圖,具體操作是依次選擇PlotCtrls(顯示控制)—Style(模式)—SymmetryEx-pansion(對稱擴張)—2DAX-Symmetric(對稱旋轉)。這樣可以更清楚地通過網格的變形觀察秸稈材料擠壓過程的流變情況。
圖4匯總了不同時刻的擠壓情況與節點位移,可說明物質的流變情況。
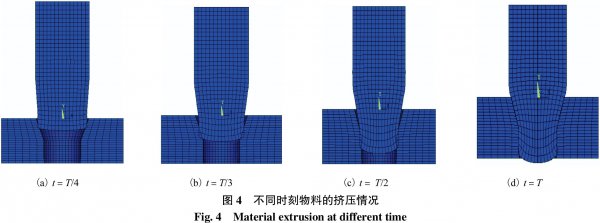
t=T/4,是物料在模孔中被擠壓的初始階段,從網格變化情況可以看出物料橫向發生了較大的彎曲變形,且在靠近模孔壁面的變化更明顯,這是因為模具形狀的改變及與物料顆粒之間存在著摩擦力,這也正是顆粒間出現剪應力的緣故。從t=T/2,到t=T的擠壓過程可以看出物料縱向向下有一個突出的弧度,這是因為靠近模孔的物料與孔壁之間的接觸摩擦使得兩側物料移動的較慢,而中心受摩擦力影響較小,物料從中線向外的各個節點的移動速度依次減慢,造成了物料底端的彎弧出現。這一彎弧隨著擠壓的進行逐漸平穩,在t=T時刻物料被擠出,這個彎弧最終穩定。從這4個時間段物料的網格變化情況看,網格被擠壓后發生了明顯變形,在物料兩側的變形最明顯,初始階段物料與模具的錐面接觸少,受到的摩擦力較小,此時的剪應力也較小。隨著擠壓的進行,物料與錐面的接觸越來越多,受擠壓的程度也逐漸增強,導致剪應力增大,使得網格變形變得更加明顯。這些力的變化與網格的明顯變形,說明在擠壓過程中存在著應力集中的問題。
1.3.2生物質被擠壓過程的應力分布分析
進一步對物料和模具進行應力分析,探究物料在模孔擠壓過程中應力對物料成型和模具的影響,結果見圖5。
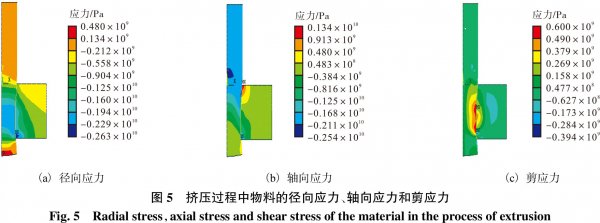
圖5(a)和圖5(b)的徑向和軸向應力分布表明,物料的尾端和模具出口處應力比較大,這種局部的徑向應力過大會造成成品橫向裂紋,從這一點可以清楚地解釋圖4中t=T時刻物料尾部網格出現橫向膨脹的現象,有效地減少這種局部徑向應力是提高成品品質的重要手段。圖5(b)中應力在軸線方向上的差異較大,這種應力的不均勻性會導致成品擠出后產生縱向裂紋,對應于圖4中t=T時刻,物料被擠出后縱向方向上的網格相比擠壓過程中的網格稀疏了。由圖5(c)剪應力的變化可以看出,開始擠壓時材料的應力差異較小,當接觸到錐形面時,應力急劇加大,且靠近孔壁處的力大于物料中心處,當擠壓到錐面與保型區交界處時,剪應力達到最大值,繼續擠壓剪應力變得相對穩定。產生這種應力變化的情況是因為在擠壓初期主要是材料內部的壓縮,在錐形面上壓實的過程中,擠壓力在不斷增多,導致摩擦也隨之增大,當進入到保型區后材料與孔壁的摩擦將逐漸趨于穩定,所以剪應力也變得相對穩定。這種局部剪應力過大會導致成品開裂現象。
由此可見,可以通過有限元分析擠壓過程中徑向、軸向應力及剪應力的分布情況,從而對成品的品質進行初步評估,即通過分析建立軸向、徑向應力分布和剪應力的力學變化與成品品質之間的關系,進而將力的分布情況轉化成評定成品品質指標的參數。根據這一指標對模型進行結構優化,可以大大減少實驗成本。
通過流變規律分析可知,物料中心處流動速率較邊緣處大,很好地解釋了物料出模后彎弧的形成原因,同時解釋了物料的松弛原因,并提出通過增加保型區長度的方法減少松弛。通過對物料軸向、徑向應力分布以及剪應力的分布情況,分析了物料產生裂紋等破壞的原因,提出可以通過模擬建立對成品品質評價的指標,從而減少實際的實驗環節,降低成本。
2主要影響因素的有限元模擬及分析
由于在模擬過程中發現了物料回彈和應力集中的情況,首先對擠壓區與保型區之間的連接處進行光滑過渡處理,以保證擠壓的數值模擬在較為真實有效的環境中進行;其次,為了研究成型壓力的影響,將其轉換為模具錐度的影響,通過不同錐度之間的受力以及應力集中情況等的對比,選擇合適的錐度。
2.1擠壓區與保型區連接處的模擬與分析
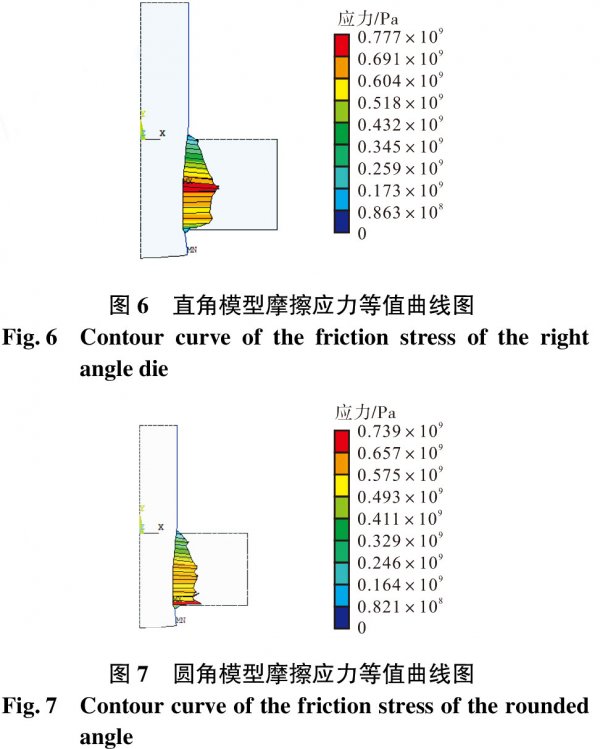
物料在擠壓區以及保型區的連接處出現了較大的應力集中和物料回彈情況,尤其以摩擦應力的情況最為明顯,且摩擦應力經歷了先增大后減小的過程,使得模具受力不均勻,導致局部損害嚴重,影響模具的使用壽命,而且會對物料成型品質產生非常大的影響。為了解決這一問題,本文對模具擠壓區和保型區連接處采取一個過渡階段,即用圓角來代替之前的直角連接,以減少摩擦應力保護模具,增加模具使用壽命并使得物料擠壓過程的變化更加均勻和平穩[11]。
對比優化前后(圖6和圖7)可以看出:(1)優化后摩擦應力的最大值減小,由0.777×109Pa減小到0.739×109Pa,這對減少模具的磨損非常有利,不僅增加了模具的壽命,而且使得擠壓過程中的摩擦應力更加集中,成型效果更好;(2)摩擦應力最大的地方發生了變化,原因是模具進行圓弧優化,使得物料能夠在模具擠壓的過程中平穩過渡,而當物料脫離開模具的瞬間,由于失去了約束,物料的回彈和膨脹會使得在出口處與模具形成一個較大的擠壓力,使得最終的摩擦應力增大,而出料口的磨損則可以通過加長保型區得到緩解,這樣就很好地解決了模具內部磨損嚴重的問題。
2.2模具錐度的模擬與分析
由文獻[12]可知,在實驗環節采取的對比研究中,模具的錐度主要是分為30°、45°、60°三個等級,并得到了以下結論:當模具錐度由30°到45°時,最大壓縮密度增加,但是比能耗在減小;而當模具錐度由45°增加到60°時,最大壓縮密度增大,比能耗卻增大。綜合考量后認為45°是最優方案。為了更好地驗證其中的受力以及壓縮情況,可以應用ANSYS進行一系列驗證和分析,通過對最大的壓縮密度情況即最大的壓縮徑向位移量來對應其最大壓縮密度情況。
為了更好地理解不同錐度對擠壓成型過程中塑性變形的情況,在后處理的過程中得出了不同錐度情況下的等效應變圖,如圖8所示。
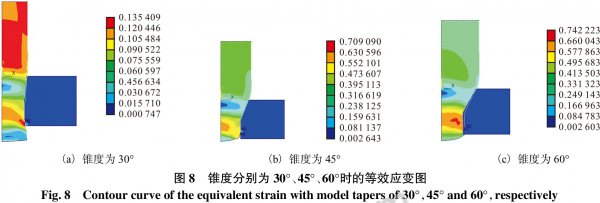
由圖8中不同錐度時的最大變形量可以得到:當錐度從30°變為45°時,變形量的增幅較大,由0.135變為0.709;但是當錐度達到60°的時候變形量變為0.742,變形較小;從整體的變形量看,顯然60°錐度的模具能夠產生的最大應變最大,效果也最好[13]。但是不能從單一的方面來決定最終模具錐度的選擇,還應當從能耗以及產品品質等方面綜合考慮。從圖8中可以明顯看到在30°和60°錐度的模具中,物料的內部變形存在非常不穩定的區域,而這種不均勻或者變化非常明顯的區域會直接導致生物質燃料產生裂紋甚至斷裂,這直接影響了最終的成型效果,因此應選定45°的模具錐度。
3結論
(1)在擠壓過程中物料的流變速率在徑向方向上不一致;流變速率不一致導致物料在擠壓過程中存在大的拉應力以及物料顆粒出模后殘余應力;拉應力以及殘余應力造成了成品出現裂紋和松弛。
(2)將模具擠壓區和保型區的連接處采用圓弧過渡后,不僅擠壓成型過程中的最大摩擦應力變小,而且最大摩擦應力的位置也發生了變化,從而提高了模具的使用壽命;并且由于摩擦應力的分布趨于均勻會使得成型物料品質更好。
(3)雖然60°模具錐角的應變最大,但是與45°相比增幅不大,而從30°到45°的等效應變增幅較大,因此45°的模具錐度更加適合。
 |




