|
李震,王宏強(qiáng),高雨航,閆莉,王鵬
(內(nèi)蒙古科技大學(xué)機(jī)械工程學(xué)院,內(nèi)蒙古包頭014010)
摘要:應(yīng)用離散元軟件EDEM創(chuàng)建了長徑比為5:1的模具,對沙柳生物質(zhì)燃料的成型進(jìn)行了仿真研究,并對其成型特性進(jìn)行了4因素3水平的正交分析,研究了顆粒形狀、粒度、壓縮速度及保壓時間對顆粒致密成型的影響。以成型顆粒的粘結(jié)性、成型密度及成型能耗為評價指標(biāo),分別得出了各因素對其影響的主次關(guān)系;同時,采用綜合分析法對成型條件進(jìn)行了綜合評價。結(jié)果發(fā)現(xiàn):顆粒形狀為類棱錐體,粒度為l~4mm、壓縮速度為60mm·min-1、保壓時間為75s時,沙柳生物質(zhì)的成型特性最好。以上研究可為沙柳等沙生灌木類生物質(zhì)燃料的實際致密成型生產(chǎn)過程提供數(shù)據(jù)參考與借鑒。
目前,傳統(tǒng)能源日漸匱乏,而生物質(zhì)能具有儲量龐大、可再生和無污染等優(yōu)點,是位于全球能源消耗總量第4位的能源[1]。在未來能源系統(tǒng)中將會占據(jù)舉足輕重的地位。沙柳是中國北方地區(qū)較常見的沙生灌木類能源樹種之一,具有耐寒、耐旱、防風(fēng)、固沙等作用;其次,沙柳具有“平茬復(fù)壯”的生長特性,3年即可成材,不砍則廢[2]。將其致密成型為生物質(zhì)燃料,不僅能解決沙區(qū)和國內(nèi)當(dāng)前的能源匱乏的問題,同時也能帶來相應(yīng)的經(jīng)濟(jì)效益。
當(dāng)前,國內(nèi)外生物質(zhì)燃料的生產(chǎn)主要為冷態(tài)成型,對于其致密成型的研究主要集中于工藝設(shè)備與參數(shù)、成型壓力及物料含水率等方面對成型燃料品質(zhì)的分析主要是針對于機(jī)械強(qiáng)度、松弛密度等宏觀物理特性方面[3-5];這些研究對象大多為秸稈及農(nóng)林類材料,但實際生產(chǎn)過程中,由于物料種類的不同,其所需的最佳成型條件也不盡一致[8-9]。因此,對于沙生灌木類生物質(zhì)成型特性仍需進(jìn)一步的專題研究。基于此,本文應(yīng)用離散元軟件EDEM,就各因素(顆粒形狀、粒度、壓縮速度、保壓時間)對沙柳生物質(zhì)成型特性(粘結(jié)性、成型密度、成型能耗等)的影響做了仿真研究。
為了更好地契合實際生產(chǎn)工程,本文在采用EDEM仿真生物質(zhì)燃料成型的過程中,創(chuàng)建了不同形狀與粒徑的顆粒,同時采取了不同的壓縮速度和保壓時間。從粘結(jié)性、成型密度與成型能耗3個方面對成型燃料的品質(zhì)特性做了分析,并得出了沙柳生物質(zhì)成型的最優(yōu)工藝參數(shù)。以期為實際生產(chǎn)提供數(shù)據(jù)借鑒與理論參考。
1試驗方法
1.1離散元模型與仿真參數(shù)
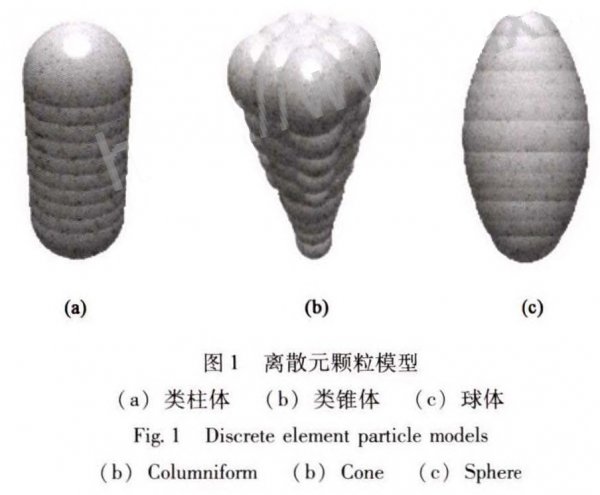
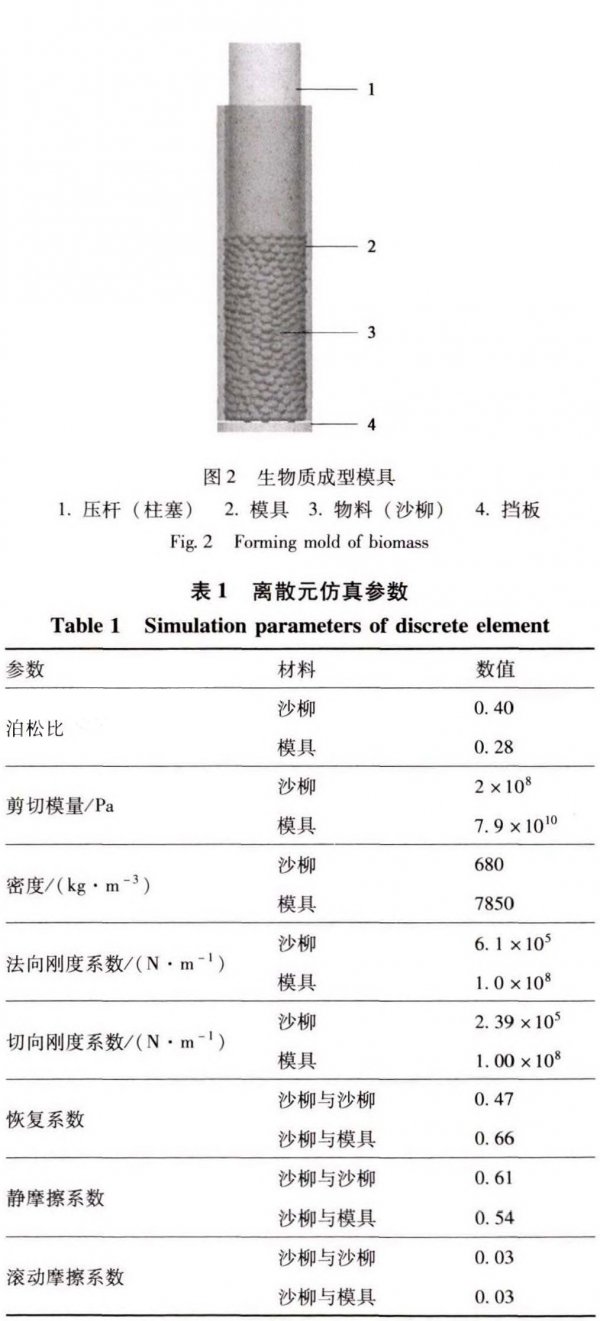
實際生產(chǎn)中,生物質(zhì)原料在粉碎后具有不同的形狀與粒徑。因此,構(gòu)建了如圖1所示的3種沙柳顆粒模型,分別為類柱體、類錐體和球體,原始顆粒軸徑長均為2mm,模擬過程中根據(jù)顆粒工廠(Factories)中粒徑自定義(Size-user Defined)等方式可設(shè)置其單組試驗的粒徑取值并完成模擬。同時,創(chuàng)建如圖2所示的壓縮模型,模具長徑比為5:1,模具長為100mm,直徑為φ20mm,進(jìn)行閉式壓縮試驗。結(jié)合相關(guān)離散元仿真分析過程與理論方法首先,選取其中一個方案進(jìn)行多次預(yù)壓縮仿真試驗,直到調(diào)試其每次試驗結(jié)果誤差均在合理范圍之后,再對已定所有方案進(jìn)行統(tǒng)一試驗。
根據(jù)粉碎后沙柳顆粒自身的力學(xué)特性,以及壓縮過程中顆粒間的接觸粘結(jié)性,決定選用EDEM中Hertz-Mindlin withB onding作為顆粒與顆粒、顆粒與模具間的接觸模型。為了確保試驗的順利進(jìn)行,結(jié)合離散元仿真中沙柳以及相關(guān)生物質(zhì)的參數(shù)特性[11-12],本試驗中各參數(shù)的設(shè)定如表1所示。另外,考慮到各仿真中瑞利(Rayleigh)時間步長的差異性,在各組試驗中統(tǒng)一取20%的瑞利(Rayleigh)時間步長作為固定時間步長。試驗過程為:首先,創(chuàng)建顆粒工廠,用動態(tài)(Dynamic)方式生成一定量的顆粒,等顆粒填充完畢并處于穩(wěn)定狀態(tài)后,柱塞開始下壓,壓縮速度按各組試驗需求分別選取,取最小單元尺寸(CellSize)的3倍作為仿真網(wǎng)格尺寸,開始仿真。
1.2正交試驗設(shè)計
已有研究表明,物料粒度對生物質(zhì)燃料的成型特性具有顯著的影響,小粒度物料在壓縮過程中的延展性較好,易壓縮成型;大粒度物料的填充性差,不易于成型,一般棒狀燃料對原料粉碎粒度的要求在10-30mm之間,顆粒成型燃料則在10mm以下[13]。其次,壓縮速度也是影響燃料成型特性的重要因素,有研究指出,壓縮速度在40mm-min-1時成型效果較佳[14]。再者,有研究顯示,保壓時間也是影響燃料成型的關(guān)鍵因素之一,一般最佳保壓時間為1min左右[15]。實際成型過程中,除了上述影響因素之外.物料含水率、成型溫度等均會對燃料的成型產(chǎn)生影響。由于EDEM無法對水分與溫度的影響做仿真計算,故本文以原料形狀、粒度和壓縮速度、保壓時間4個因素為研究變量,探究其共同作用對沙柳生物質(zhì)燃料成型特性(粘結(jié)性、成型密度、成型能耗)的影響。
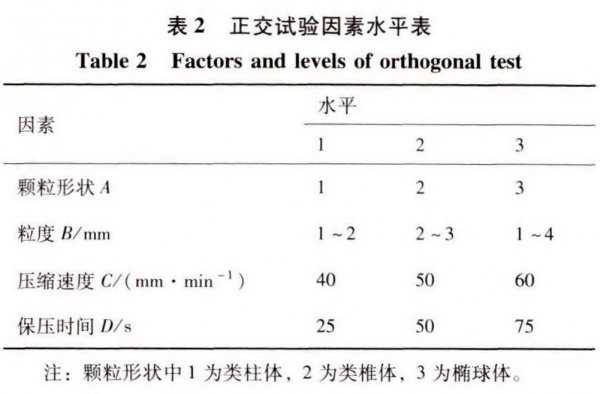
基于上述分析,對以上4個因素分別選擇了3個水平,采用L9(34)正交試驗完成沙柳生物質(zhì)燃料的壓縮成型,其因素水平設(shè)置如表2所示。
2試驗結(jié)果與分析
2.1分析方法
2.1.1粘結(jié)性
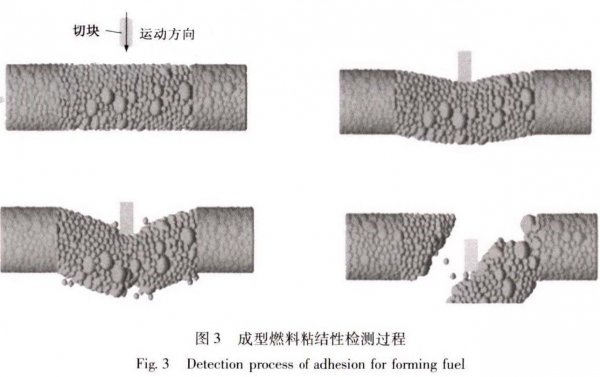
粘結(jié)性能夠反映成型燃料顆粒的機(jī)械強(qiáng)度及抗破壞性等重要特征[16]。首先,對各組方案在已設(shè)參數(shù)下進(jìn)行同種程度的擠壓,擠壓完成后將其輸出(Export-Simulation)保存;然后,將上述輸出文檔在窗口重新打開進(jìn)行粘結(jié)性的檢測與分析。檢測過程為:固定成型燃料兩端,測量切塊(圖3)與燃料從接觸到斷裂過程中所受的最大力(即顆粒間粘結(jié)力)。以其最大粘結(jié)力來表征顆粒間的粘結(jié)性。圖3為該過程中不同時刻燃料的破壞程度。
2.1.2成型密度
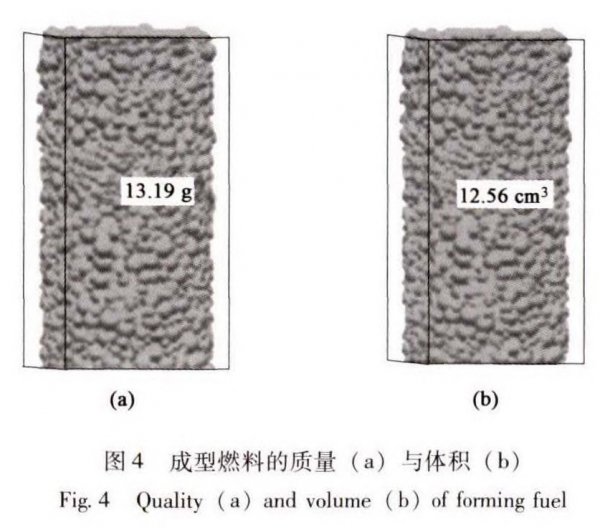
成型密度是衡量生物質(zhì)燃料成型品質(zhì)的一項關(guān)鍵指標(biāo)[17]。實際生產(chǎn)過程中,燃料在擠出模具之后會發(fā)生應(yīng)力松弛等現(xiàn)象,從而導(dǎo)致燃料體積膨脹、密度降低。基于此,應(yīng)用EDEM仿真計算了柱塞行程為60mm時各方案下成型顆粒的質(zhì)量與體積,由此來計算顆粒的成型密度,再根據(jù)密度的變化對成型方案做出分析優(yōu)化。成型顆粒質(zhì)量與體積的計算如圖4所示。
2.1.3成型能耗
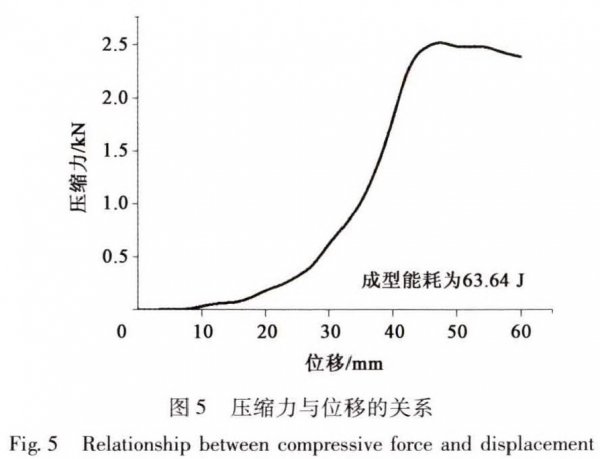
成型能耗是生物質(zhì)燃料致密成型中必須考慮的重要指標(biāo)之一[18]。在確保燃料成型密度等相關(guān)指標(biāo)均滿足要求的情況下,盡可能選擇低能耗成型條件是實際生產(chǎn)中須考慮的一個主要目標(biāo)。在離散元EDEM仿真過程中,通過如圖5所示的壓縮力與位移的變化曲線,應(yīng)用Origin軟件對其分別進(jìn)行數(shù)值積分計算,從而獲得各條件下壓縮力所做的功,即成型能耗。
2.2正交試驗結(jié)果分析
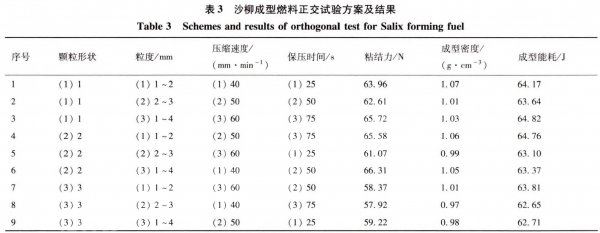
根據(jù)表2中沙柳生物質(zhì)成型試驗因素水平參數(shù),對沙柳顆粒的成型過程進(jìn)行了正交試驗分析。試驗方案及結(jié)果如表3所示。
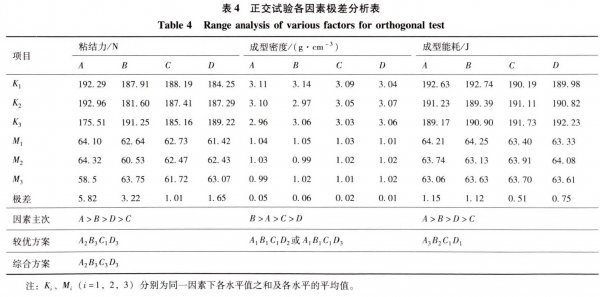
該正交試驗為4因素3水平,對表3數(shù)據(jù)進(jìn)行極別較大,對試驗選定指標(biāo)的影響大,對應(yīng)的因素為主要差分析。極差為各水平對應(yīng)因素中平均值的最大值與影響因素;反之,極差值小,對試驗結(jié)果的影響也就小,最小值之差。極差值大,說明在該水平范圍內(nèi)產(chǎn)生的差該因素為次要影響因素。其極差分析結(jié)果如表4所示。
2.2.1粘結(jié)性分析
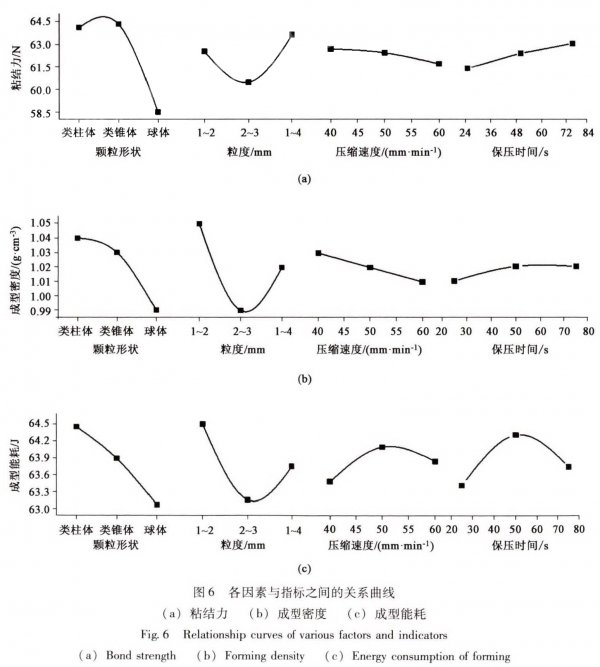
由表4數(shù)據(jù)可知,就成型顆粒的粘結(jié)性而言,各因素極差由大到小依次為顆粒形狀、粒度、保壓時間與壓縮速度。表明各因素對成型燃料粘結(jié)性影響的強(qiáng)弱依次為ABDC,即顆粒形狀〉粒度〉保壓時間〉壓縮速度。根據(jù)圖6a顯示,類柱體、類錐體顆粒在擠壓成型后彼此間的粘結(jié)力明顯高于球體顆粒,其中,類錐體對應(yīng)粘結(jié)力最大,為64.32N,其次為類柱體顆粒64.10N、球體顆粒58.50N。結(jié)合顆粒模型(圖1),究其原因為:類錐體顆粒彼此間能夠形成類似于線或面的接觸,內(nèi)部摩擦力較球體顆粒大,此外,由于其特殊的形狀,壓縮過程中顆粒之間容易產(chǎn)生“鑲嵌”、“互鎖”等結(jié)構(gòu),故成型后顆粒之間粘結(jié)性較好;同理,自然狀態(tài)下類柱體顆粒能夠形成線接觸,球體顆粒之間只能形成點接觸,而且類柱體顆粒在壓縮過程中變形后易產(chǎn)生“搭接”結(jié)構(gòu),故粘結(jié)性優(yōu)于球體顆粒。粒度對粘結(jié)性的影響主要表現(xiàn)為:較小顆粒成型后的粘結(jié)效果好;其次,粘結(jié)性隨著顆粒混合不均勻度的擴(kuò)大而上升,其中,粒度為1~2mm時,粘結(jié)力為62.64N,2~3mm時為60.53N,1~4mm時為63.75N。究其原因為:粒度越小,擠壓過程中顆粒流動性與填充效果越好,故壓縮特性及粘結(jié)性也較好;此外,當(dāng)粒度分布較寬時,顆粒之間也能形成較好的填充性,顆粒的成型效果與粘結(jié)特性同樣會有所提高。隨著壓縮速度的增加,成型燃料的粘結(jié)性有明顯的降低趨勢,其原因可能在于壓縮速度過快使成型燃料內(nèi)部內(nèi)聚力劇增而導(dǎo)致。隨著保壓時間的延長,顆粒之間的粘結(jié)力有所提高,但上升趨勢有所減緩。其原因在于:保壓階段是對內(nèi)聚力的一個緩慢釋放過程,若保壓時間過短,內(nèi)聚力得不到有效釋放,會導(dǎo)致燃料內(nèi)部發(fā)生膨脹,自身結(jié)構(gòu)松散,致使顆粒間的粘結(jié)性減弱,而保壓時間過長對其粘結(jié)性反而無明顯作用。
2.2.2成型密度分析
由表4數(shù)據(jù)可知,各因素對成型密度的影響次序為B>A>C>D,即粒度〉顆粒形狀〉壓縮速度〉保壓時間。根據(jù)圖6b顯示,顆粒形狀與粒度對成型密度的影響較為顯著。類柱體與類錐體顆粒的成型密度較高,分別為1.04和1.03g-cm-3,球體顆粒成型密度為0.99g?cm-3。分析原因為:與顆粒形狀對粘結(jié)性的影響類似,球體顆粒間較低的粘結(jié)性及自身結(jié)構(gòu)特征致使成型燃料容易松弛,故而會造成密度的降低。粒度為1~2mm時,成型密度為1.05g?cm-3;粒度為2~3mm時,成型密度為0.99g·cm-3;粒度為1~4mm時,成型密度為1.02g·cm-3分析原因為:粒度對成型密度的影響主要體現(xiàn)在自身的填充性及壓縮性方面。此外,成型密度隨壓縮速度的增大而有所降低,壓縮速度為40,50和60mm-min-1時,成型密度分別為1.03,1.02和1.01g·cm-3,無明顯差別。再者,成型密度隨著保壓時間的增大呈現(xiàn)增長趨勢并趨于平緩。分析原因為:與上文類似,保壓過程中,當(dāng)內(nèi)聚力被釋放到不足以造成燃料嚴(yán)重膨脹或松弛的程度后,便不會對成型密度造成大的影響。
2.2.3成型能耗分析
成型能耗是燃料經(jīng)濟(jì)性評價的一項重要指標(biāo)。對其而言,最大的極差因素為顆粒形狀,其次為粒度、保壓時間、壓縮速度,即各因素對燃料成型能耗影響的強(qiáng)弱依次為:顆粒形狀〉粒度〉保壓時間〉壓縮速度。根據(jù)圖6c顯示,各因素對成型能耗的影響趨勢大致與對成型密度的影響相同,其中,類柱體顆粒成型能耗為64.21J、類錐體顆粒成型能耗為63.74J、球體顆粒成型能耗為63.06J,粒度在1~2mm時,能耗為64.25J;粒度為2~3mm時,成型能耗為63.13J;粒度為1~4mm時,成型能耗為63.63Jo究其原因為:顆粒形狀與粒度對成型能耗的影響主要來源于顆粒自身的結(jié)構(gòu)特征,相比于類柱體、類錐體顆粒,球體顆粒之間摩擦小、流動性好、易于壓縮,故成型能耗最低;此外,顆粒粒度為1~2mm和1~4mm時所需成型能耗均高于2~3mm顆粒。推測其主要原因為:前者粒度較小、填充密實,后者粒度分布廣泛,顆粒之間的空隙也能夠得到較好的填充,故兩者所需成型壓力較2~3mm顆粒大,成型能耗也就越大。壓縮速度與保壓時間對成型能耗的影響呈現(xiàn)出先增后減的趨勢,但從數(shù)值上看并無明顯差別。
2.2.4綜合分析
實際生產(chǎn)中,對生物質(zhì)燃料成型品質(zhì)的定義都是綜合評價的結(jié)果,本文所設(shè)計的4因素3水平正交試驗,給岀了3項評價指標(biāo)。為了探尋更優(yōu)的成型條件且兼顧各指標(biāo),應(yīng)用綜合評價法來完成對各指標(biāo)的分析。通過上述分析得出:A3B2C1D3方案下的燃料粘結(jié)效果最佳,A1B1C1D2或A1B1C1D3方案下的燃料成型密度最佳,A3B2C1D1方案下成型能耗最低。結(jié)合圖6分析,類柱體和類錐體顆粒成型后燃料粘結(jié)度相近,且遠(yuǎn)高于球體顆粒;從成型密度來看,類柱體顆粒略高于類錐體,且兩者遠(yuǎn)高于球體顆粒;但在成型能耗方面,三者間有明顯的差別,類柱體最大、類錐體次之、球體最小。故在保證粘結(jié)性、密度兩指標(biāo)較好的情況下,成型能耗較低的水平為(類錐體顆粒)最佳選擇。
同理,結(jié)合圖6分析粒度對3個指標(biāo)的影響,當(dāng)粒度為2~3mm時,雖然成型能耗最小,但成型密度、粘結(jié)性遠(yuǎn)小于其他兩水平;再看粒度為1~2mm時,成型密度最高且粘結(jié)性也較好,但成型能耗明顯高于其他,同時,粒度太小會增加實際生產(chǎn)過程中的粉碎成本。故粒度為1~4mm時為最佳水平參數(shù)。當(dāng)壓縮速度為40mm·min-1時,成型燃料的粘結(jié)性、成型密度、成型能耗均較優(yōu),但與60mm·min-1時相比,3指標(biāo)對應(yīng)差值并無太大變化;故考慮到實際生產(chǎn)過程中對效率的提高,選取后者為該因素下的最佳水平。保壓時間為75s時,成型燃料顆粒間的粘結(jié)力在數(shù)值上明顯高于其他水平,此時成型密度也最高,成型能耗較低,故75s為保壓時間的最佳水平。結(jié)合上文分析,沙柳生物質(zhì)燃料致密成型最佳方案為:A2B3C3D3,即顆粒形狀為類錐體、粒度為1~4mm、壓縮速度為60mm·min-1、保壓時間為75s。
3結(jié)論
(1)研究表明,在沙柳顆粒致密成型的已設(shè)各因素中,對成型燃料顆粒間粘結(jié)性的影響主次關(guān)系為:顆粒形狀〉粒度〉保壓時間〉壓縮速度;各因素對沙柳成型密度的影響依次為:粒度〉顆粒形狀〉壓縮速度〉保壓時間;各因素對成型能耗的影響依次為:顆粒形狀〉粒度〉保壓時間〉壓縮速度。
(2)隨著顆粒粒度的減小,成型密度增大,粘結(jié)性也較好,但成型密度增值較小,反而增加了成型能耗,并且,粒度過小會增加粉碎成本。其次,壓縮速度減小能夠提高粘結(jié)性和成型密度,同時,在一定范圍內(nèi)能夠降低成型能耗;但這種變化在數(shù)值上極小,而在實際生產(chǎn)中壓縮速度過低,會嚴(yán)重影響生產(chǎn)效率。隨著保壓時間的增加,粘結(jié)力提高較為明顯,但成型密度與成型能耗在數(shù)值上無明顯改變。
(3)結(jié)合生物質(zhì)燃料的實際生產(chǎn)過程,綜合考慮各因素對3個指標(biāo)的影響,最終得出,沙柳顆粒致密成型的最優(yōu)方案為:A2B3C3D3,即顆粒形狀為類棱錐體、粒度為1~4mm、壓縮速度為60mm-min-1、保壓時間為75s時,燃料綜合品質(zhì)最好。
 |




