|
徐貴玲,李夢慧,盧平
(江蘇省物質循環與污染控制重點實驗室,南京師范大學能源與機械工程學院,南京210042)
摘要:為考察烘焙林業廢棄物生物質與煤粉二元混合物的流化特性,在自行搭建的流化試驗裝置上,進行不同質量配比的烘焙生物質與煤粉二元混合顆粒系統的流化試驗,獲得該系統的流化特性曲線,并在此基礎上確定二元混合顆粒的起始流化速度、最小流化速度和完全流化速度等特征速度,進而獲得“組分-特征速度”的相平衡圖,探討烘焙生物質質量分數(0,20%,40%,60%,80%和100%)對二元混合顆粒流化特性的影響規律,并提出了預測烘焙生物質與煤粉二元混合顆粒最小流化速度的經驗公式。結果表明,煤粉顆粒與烘焙生物質顆粒單獨流化時,流化曲線可以劃分為4個區域:I固定床區域,II過渡區域,III起始流化區域和IV完全流化區域。完全流化區域標準化床層比壓降值的大小依次為:無煙煤1(0.90)>無煙煤2(0.86)>烘焙生物質1(0.84)>烘焙生物質2(0.53),流化質量依次變差。烘焙生物質與煤粉二元混合顆粒的流化曲線與其單組分顆粒的流化曲線近似,但區域II和III所對應的氣速的范圍明顯縮小。隨著烘焙生物質質量分數的增加,完全流化區域的標準化床層比壓降值呈現出逐漸減小的趨勢,混合顆粒的流化質量逐漸變差,起始流化速度先增大后減小,完全流化速度先減小后增大,最小流化速度逐漸減小。不同特征速度對應著不同流化階段間的過渡,通過流化氣速所處的區間并結合“組分-特征速度”相平衡圖,可以對二元混合顆粒所處的流化狀態進行預判,并可根據實際工程應用需要對操作流化氣速進行相應的調節。該文所獲得的不同配比烘焙生物質與煤粉二元混合顆粒最小流化速度經驗公式可以在–25%~+20%的誤差范圍內對烘焙生物質與煤粉二元混合顆粒的最小流化速度進行較好地預測。研究結果可為生物質與煤流化床共氣化工藝中的氣化爐等相關工藝設備的設計和安全穩定運行提供參考。
引言
中國作為農業大國,生物質資源非常豐富,基于生物質資源的可再生性及其利用過程中的碳平衡性,將生物質廢棄物轉化為能源并加以利用的工藝極具開發潛力[1]。目前,生物質與煤流化床共氣化技術不僅是煤炭高效清潔利用的新技術,而且為生物質能的大規模高效利用提供了新的途徑,近年來受到研究者們的廣泛關注[2-3]。研究表明[4-5],氣化原料的有效流化可以促進氣固兩相的傳熱、傳質以及提高化學反應速率。因此,研究生物質與煤二元混合物料的流化特性對于流化床反應器的設計和安全穩定運行具有重要意義。
生物質原料在經過破碎加工處理之后所形成的顆粒形狀非常不規則,當量直徑相差較大,加上生物質的密度一般較小,水分含量較高,在流化過程中容易產生溝流、節涌和架橋等現象,很難單獨流化[6]。為了改善生物質顆粒的流化特性,研究者們通常向生物質顆粒中加入易于流化的惰性物質(如河砂、石英砂、玻璃珠、爐渣等)構成二元混合顆粒系統[7-11]。
朱錫鋒等[12]針對木粉和稻殼顆粒的流化特性進行了較為系統的試驗研究,研究發現,木粉雖然可以流化,但其流化范圍很窄,而稻殼顆粒則幾部完全不可流化;添加惰性載體砂子后,木粉和稻殼顆粒的流化特性均趨于變好,且砂子所占比例越高,混合顆粒越易流化。
郭慶杰等[13]同樣研究發現,純鋸末顆粒在流化床中不能流化,加入惰性固體顆粒構成鋸末/玻璃珠、鋸末/沙子雙組分混合物可實現流化,并研究了不同粒徑、不同配比混合物的流化規律。
Zhong等[14]在矩形截面生物質流化床上考察了生物質顆粒形狀以及流化床截面尺寸對5種不同生物質以及生物質與惰性床料(石英砂、氧化鋁等)二元混合物的流化特性。將生物質與煤共氣化,一方面,煤顆粒起到了惰性粒子的作用,另一方面,煤和生物質在物理特性和氣化特性上有許多互補性,然而,現有文獻中關于生物質與煤粉二元混合顆粒流化特性的研究相對較少[15-17],關于烘焙生物質與煤粉二元混合顆粒流化特性的研究鮮有涉及。
Rousset等[18]比較了生物質物料烘焙處理前后的流化特性,并指出通過烘焙處理也可以改善生物質顆粒的流化特性,烘焙生物質顆粒可以呈現出類似干煤粉顆粒的流化行為。
因此,用烘焙生物質替代原生生物質,與煤粉混合構成二元混合物,將有利于氣化爐的安全穩定運行以及改善相關氣化指標[19],有必要針對烘焙生物質顆粒及其與煤粉二元混合顆粒的流化特性開展進一步的試驗研究。
在粉體物料的流化特性研究中,流化床中的顆粒通過自身的物性參數(如顆粒密度、尺寸和形狀等)影響流化質量,其中,最小流化速度是流態化相關工藝設備設計的關鍵參數之一,建立預測最小流化速度的經驗公式具有非常重要的現實意義。國內外研究者們已經針對單組分顆粒的最小流化速度開展了大量的理論和試驗研究,提出了許多預測和計算的經驗公式[10,20]。對于二元混合顆粒流態化系統,涉及到顆粒密度差、粒徑比以及混合比例等因素,其臨界流化狀態及最小流化速度的確定變得很復雜[21-23]。有些研究者提出將二元流化系統顆粒的物性平均化,再結合Ergun方程和Wen&Yu公式[24],通過試驗得到阿基米德準則數和臨界雷諾數的關系,從而獲得二元混合顆粒最小流化速度的經驗公式[4,21,25]。然而,現有的研究也主要涉及對生物質和惰性物質二元混合顆粒最小流化速度的預測,對于烘焙生物與煤粉二元混合顆粒最小流化速度經驗公式的研究更是鮮有報道。
本文以淮北無煙煤煤粉和經過烘焙預處理的林業廢棄生物質為試驗原料,利用自行搭建的流化試驗裝置,對不同質量配比的烘焙生物質與煤粉二元混合顆粒系統進行了冷態下流化試驗研究,獲得了該二元混合顆粒系統的流化特性曲線,并由此確定二元混合顆粒的起始流化速度、最小流化速度和完全流化速度等特征速度,重點考察了烘焙生物質質量分數對二元混合顆粒系統流化特性的影響規律,并在理論分析的基礎上,提出了預測烘焙生物質與煤粉二元混合顆粒最小流化速度的經驗公式,旨在從生物質與煤粉二元混合物質量配比以及操作流化氣速的合理選取等方面為流化床氣化爐的安全穩定運行提供一定的參考依據。
1試驗原料和試驗裝置
1.1試驗原料
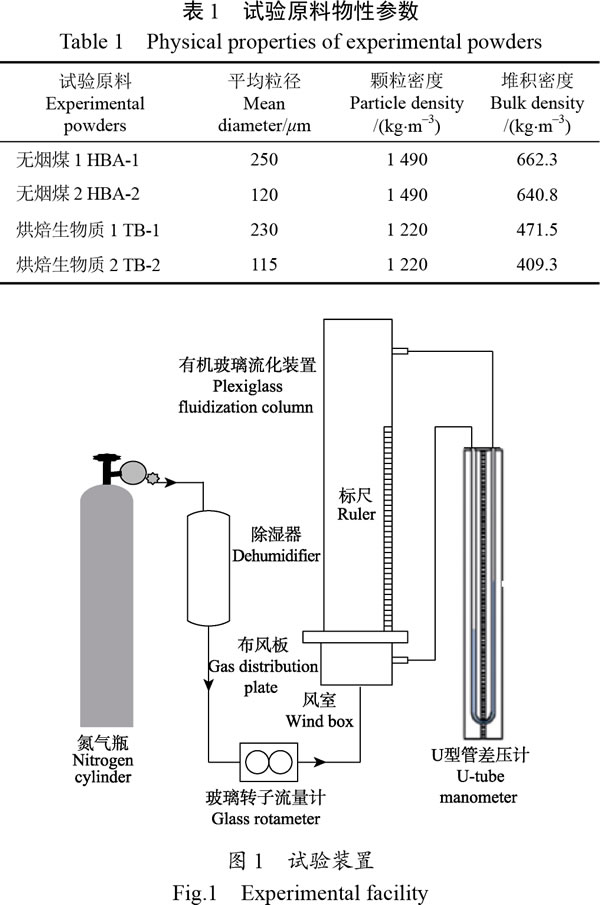
本文采用淮北無煙煤(Huaibei anthracite,HBA)和經過烘焙處理的生物質(林業廢棄物木屑,詳細介紹見參考文獻[26],烘焙條件:在常壓(0.1013MPa)無氧條件下,以10℃/min的升溫速率升至300℃并保溫45min)(torrefied biomass,TB)為試驗原料。試驗前將無煙煤和烘焙生物質經粉碎處理,分別制得粒徑不同的兩組試驗樣品,其物性參數如表1所示。其中,顆粒密度采用美國Quantachrome公司生產的PoreMaster60全自動壓汞儀測得,堆積密度根據國家標準《粉塵物性試驗方法》(GB/T16913-2008)測得。試驗原料其他物性參數的測試方法、粒度分布及掃描電鏡照片詳見參考文獻[27]。將無煙煤1和2分別與烘焙生物質1和2進行混合,配置不同質量配比的混合物,烘焙生物質質量分數分別為0、20%、40%、60%、80%和100%。保證初始床層高度120mm在試驗過程中,先將烘焙生物質/煤粉混合物試樣在105℃下干燥2h,以排除含水率對混合物料流化特性的影響。
1.2試驗裝置及方法
流化試驗裝置如圖1所示,主要包括有機玻璃流化裝置、U型管壓差計、玻璃轉子流量計、除濕器和氮氣瓶。其中,有機玻璃流化裝置高720mm,內徑為50mm,其中風室高110mm。流化介質由氮氣瓶提供,氮氣從風室經多孔布風板對物料進行流化,布風板的厚度和直徑分別為10和160mm,在直徑為50mm的有效開孔范圍內開有81個直徑為1mm的小孔,開孔率為3.24%。為了防止物料顆粒堵塞小孔,在布風板上部放置若干層孔徑為20μm的濾網以細化通氣孔徑,使布風更加均勻。流化裝置上布置有2個壓力測點,一個位于風室處,另一個位于流化裝置的出口附近,采用1m長的U型管差壓計記錄試驗過程中的差壓值,U型管中的測壓介質為水。流化裝置頂部布置有細金屬篩網以防止細顆粒在流化過程中被流化風帶出。
試驗時從有機玻璃流化裝置頂部緩慢加入試驗物料,使其處于自然堆積狀態,逐步增大流化風量,待床層物料達到充分流化后(即床層壓降基本不再隨流速改變),再逐步減小流化風量,在調節流化風量的過程中,保持某一流化風流量5min,記錄對應的流化床總壓降。由于布風板阻力的影響,需先測出空床時不同流化風量下的壓降,即空床壓降。用流化床總壓降減去空床壓降即可獲得床層壓降。將流化風量經校正后計算床層表觀氣速,即可獲得上行(升速)和下行(降速)的床層壓降-氣速曲線,進而可確定該顆粒床層的最小流化速度以及各種流化狀態[28]。
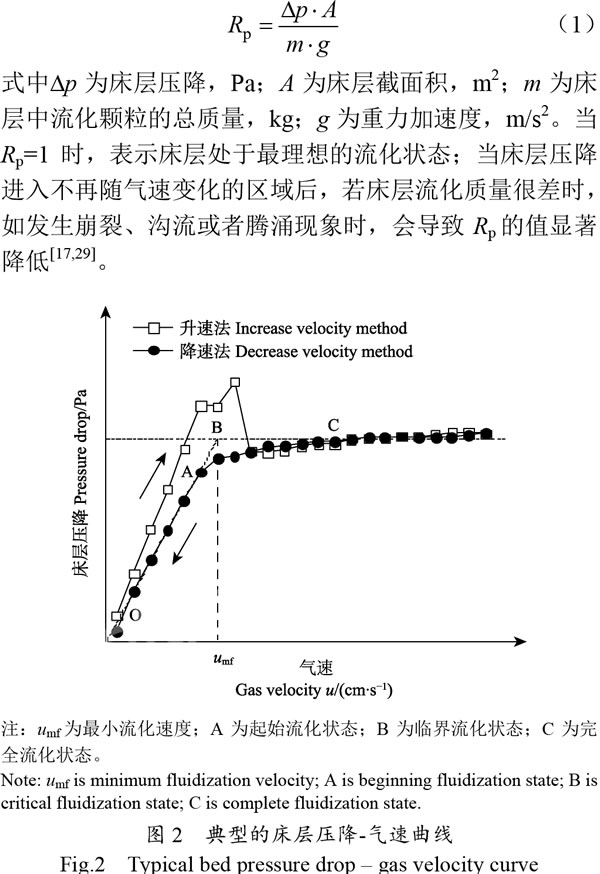
圖2所示為典型的床層壓降-氣速曲線。采用升速法所獲得的床層壓降-氣速曲線由于顆粒系統的遲滯效應而帶有任意性[24],研究表明[28],沿降速方向操作,可以避免沿升速方向操作時所呈現的壓降鼓泡現象。因此,本文采用降速法獲得的床層壓降-氣速曲線來研究物料的流化特性。將固定床區域床層壓降-氣速曲線OA延長至與完全流化區域床層壓降-氣速曲線BC相較于B點,該點對應的即為最小流化速度(umf),或者稱為臨界流化速度,認為該點對應的是物料的臨界流化狀態。為了進一步比較不同工況下床層物料流化狀態,采用標準化床層比壓降Rp表征床層物料的流化質量,可按下式進行計算[29]:
1.3試驗工況及數據處理
對于粒徑較大的無煙煤1和烘焙生物質1的單獨流化試驗,流化風量的調節范圍為0.6~6L/min,并以0.2L/min的變化速率調節流化風量,對應的流化風速范圍為0.51~5.10cm/s;對于粒徑較小的無煙煤2和烘焙生物質2的單獨流化試驗,流化風量的調節范圍為0.3~3L/min,并以0.1L/min的變化速率調節流化風量,對應的流化風速范圍為0.25~2.55cm/s;對于烘焙生物質與無煙煤混合物的流化試驗,流化風量的調節范圍為0.6~4.4L/min,并以0.2L/min的變化速率調節流化風量,對應的流化風速范圍為0.51~3.74cm/s。每組流化試驗按照相同的操作步驟重復3次以保證試驗結果的可靠性。下文中標準化床層比壓降Rp為3次試驗的平均值。
2結果與分析
2.1煤粉顆粒與烘焙生物質顆粒單獨流化特性
本文研究的煤粉和烘焙生物質均屬于寬篩分的物料,顆粒粒徑分布范圍較廣,且顆粒的形狀不規則,顆粒表面較為粗糙,當物料處于完全流化區域時,顆粒在流化的過程中也容易發生分離,其流化狀態與理想的流化狀態仍有一定偏差,故對應的Rp的值會小于1。圖3和圖4所示分別為煤粉顆粒與烘焙生物質顆粒單獨流化時的流化曲線。由圖可以看出,隨著氣速的降低,煤粉顆粒與烘焙生物質顆粒單獨流化曲線可以劃分為4個區域,即流化過程可分為4個階段。在IV區,即當u>ucf時,床層壓降基本不隨氣速的變化而變化,整個床層物料處于完全流化狀態,因此,C點對應的是完全流化速度(ucf),IV區為完全流化區域;當u<ucf后,即進入III區,床層出現顆粒分離與輕微膨脹,小而輕的顆粒向上浮動造成床層上部流態化,而部分大顆粒所受到的氣體曳力不足以保證其懸浮流動狀態,大而重的顆粒開始逐漸向下沉積,當u=umf時,即B點對應的是臨界流化狀態,因此,III區為起始流化區域;隨著氣速的進一步降低,當ubf<u<umf時,即進入II區,顆粒分層現象趨于明顯,II區為固定床區域向起始流化區域轉變的過渡區域;當u<ubf時,即至I區,壓降曲線出現轉折,轉折點A對應的是起始流化速度(ubf),此時小顆粒所受的氣體曳力也開始逐漸小于重力,亦開始沉積,整個床層處于固定床區域,直至流化風完全關閉,整個床層物料完全靜止。
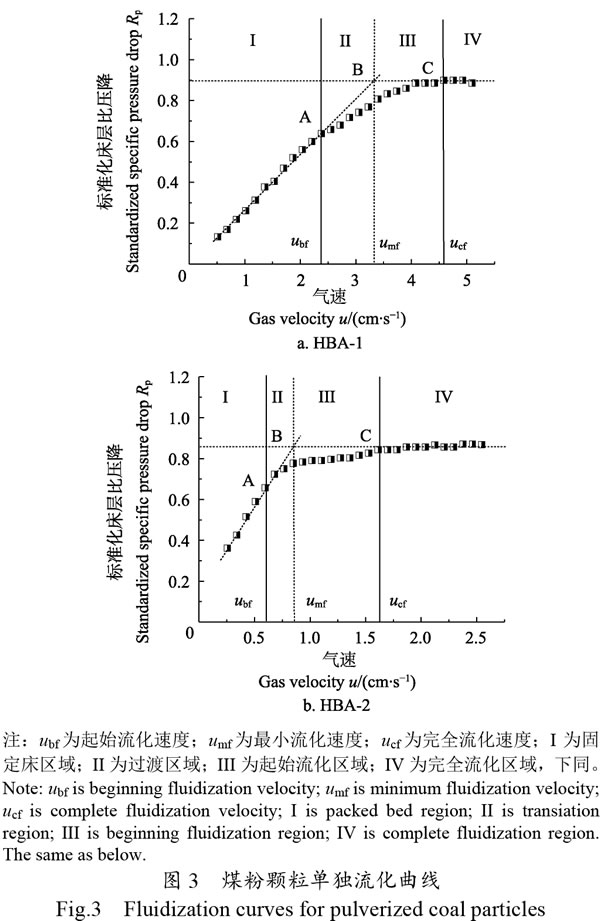
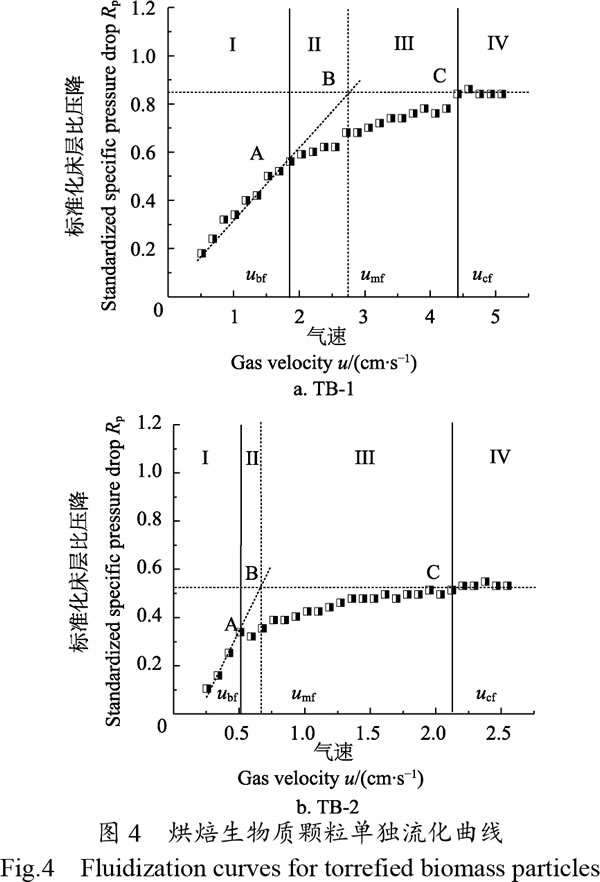
通過比較不同粉體物料在完全流化區域的Rp值也定量地比較其流化質量[29]。由圖3和圖4還可以看出,4種不同物料顆粒單獨流化時,在完全流化區域的Rp值的大小依次為:無煙煤1(0.90)>無煙煤2(0.86)>烘焙生物質1(0.84)>烘焙生物質2(0.53)。Leturia等[29]研究表明,粉體物料顆粒間黏附力越大,Rp的值偏離1的程度越大。同時,粉體物料的粒徑分布范圍越廣,Rp的值偏離1的程度也越大[30]。作者前期研究表明[27],4種原料的Carr流動性指數及流動性從大至小依次為:無煙煤1>無煙煤2>烘焙生物質1>烘焙生物質2。其中,烘焙生物質2的流動性屬于非常差(bad)的范疇,顆粒間的黏附力最大,且其粒徑分布范圍最廣,因此,Rp的值偏離1的程度最大,僅為0.53。
由于烘焙生物質2黏性非常強,流動性很差,在試驗過程中,可以通過有機玻璃流化裝置觀察到床層物料反復出現呈栓塞狀向上運動,到達一定高度后料層崩塌,在流化風的作用下料層又接著流化,流化過程中易形成溝流、噴涌等現象,這些不穩定流化現象的出現也會導致Rp的值顯著降低,因此,可以認為烘焙生物質2顆粒單獨流化時的流化效果很差。徐陽等[17]研究稻草及木屑的流化特性時發現,對于“針狀特性”明顯的稻草及木屑顆粒(顆粒長寬比較大),其Rp的值基本在0.6左右,并不能有效流化,結合流化試驗結束后的顆粒界面圖像可清楚觀察到“穿孔”現象以及流化的不均勻性。
2.2烘焙生物質與煤粉二元混合顆粒流化特性
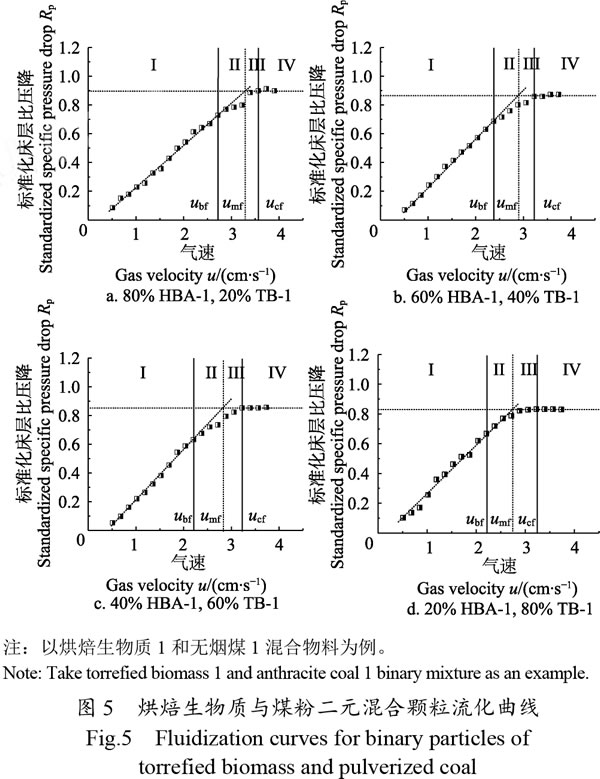
Oliveira等[31]研究表明,混合顆粒中粒徑比越大,流化質量越差。本文分別將粒徑相近的烘焙生物質1和無煙煤1,烘焙生物質2和無煙煤2混合配制成混合物料,進一步考察二元混合顆粒的流化特性,混合物料粒徑比分別為1.09和1.04,基本可以忽略粒徑比對混合物流化特性的影響。圖5所示為烘焙生物質與煤粉二元混合顆粒的流化曲線。
由圖可以看出,隨著氣速的降低,烘焙生物質與煤粉混合流化時的流化曲線同樣可以劃分為4個區域:I固定床區域,II過渡區域,III起始流化區域和IV完全流化區域。這是由于本文試驗所用的煤粉和烘焙生物質顆粒單獨流化時的流化曲線形狀較為接近,此時,雙組分顆粒系統的流化曲線與單組分顆粒系統的流化曲線近似[32]。對比圖3、4和5還可以看出,與煤粉顆粒及烘焙生物質顆粒單獨流化時的流化曲線相比,二元混合顆粒流化曲線中區域II和III所對應的氣速的范圍明顯縮小。這是由于本文所研究的混合顆粒在密度和粒徑上都相對接近,不屬于強分離體系[33],因此,在過渡區域和和初始流化區域不會出現明顯的混合顆粒分層現象。但由于混合顆粒在流動特性上的差別,烘焙生物質顆粒間的黏附力大于煤粉顆粒,因此,隨著烘焙生物質含量的增加,完全流化區域的Rp值呈現出逐漸減小的趨勢,表明混合顆粒的流化質量逐漸變差。
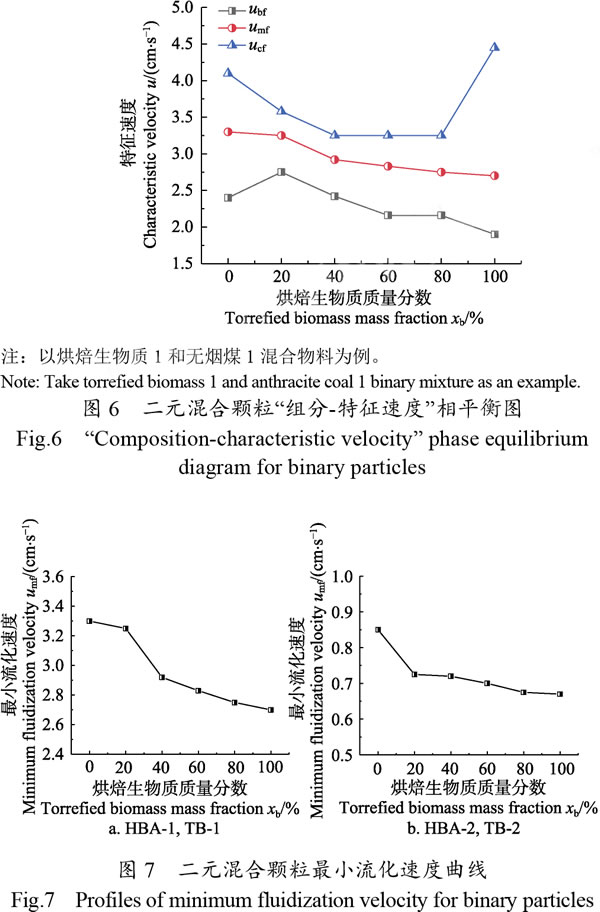
由混合物的流化曲線確定二元混合顆粒的起始流化速度、最小流化速度和完全流化速度,進而獲得“組分-特征速度”的相平衡圖[28]。圖6所示為烘焙生物質1與無煙煤1二元混合顆粒的“組分-特征速度”的相平衡圖。由圖可以看出,隨著烘焙生物質質量分數的增加,起始流化速度呈現出先增大后減小的趨勢,而完全流化速度則呈現出先減小后增大的變化趨勢。不同特征速度對應著不同流化階段間的過渡,通過流化氣速所處的區間并結合“組分-特征速度”相平衡圖,可以對二元混合顆粒所處的流化狀態進行預判,并可根據實際工程應用需要對操作流化氣速進行相應的調節。其中,最小流化速度是流態化相關工藝設備設計的關鍵參數,因此,進一步探討烘焙生物質與煤粉二元混合顆粒的最小流化速度可為共氣化技術中流化床氣化爐等核心設備的設計和安全運行提供一定的數據基礎。圖7所示為不同二元混合顆粒最小流化速度曲線。由圖可以看出,當烘焙生物質質量分數較小(20%~40%)時,最小流化速度隨烘焙生物質質量分數的增大而減小的趨勢較為明顯;當烘焙生物質質量分數>40%時,最小流化速度隨烘焙生物質質量分數的增大而減小的趨勢減弱。劉偉偉等[34]在考察大差異雙組分混合顆粒的最小流化特性時,研究發現混合顆粒最小流化速度隨小顆粒質量分率增大而逐漸減小,并獲得了與本文類似的變化趨勢。宋新朝等[15]在研究生物質與煤混合顆粒流化特性時也發現,玉米秸稈/稻桿與煤二組分混合物的最小流化速度隨著玉米秸稈/稻桿顆粒質量分數的增大而減小。徐陽等[17]和朱錫鋒等[12]所獲得的研究結果與本文存在差異,這主要是由于混合顆粒中主體顆粒粒徑差異而導致的。
2.3烘焙生物質與煤粉二元混合顆粒的最小流化速度預測
研究者們對雙組分物料混合流化的最小流化速度經驗公式已經開展了一些的研究,主要集中于以下2類方法[25,28,32]:1)從雙組分顆粒系統的最小流化速度與各單組分物料的最小流化速度、質量配比間的關系出發,基于各單組分物料最小流化速度試驗值擬合回歸提出雙組分物料混合流化的最小流化速度經驗公式,但由于實際工程應用中,單組分顆粒的最小流化速度試驗值往往提前未知,且此方法對雙組分顆粒粒徑比的要求較高[35],因此,具有一定的局限性;2)從混合物平均物性假設出發[36],基于單組分顆粒最小流化速度經驗公式進行修正,此方法是目前相關文獻中的研究熱點[25,31]。本文根據Coltters等[37]的研究,基于采用量綱分析法獲得的最小流化速度及其影響因素關系的指數方程進行修正:
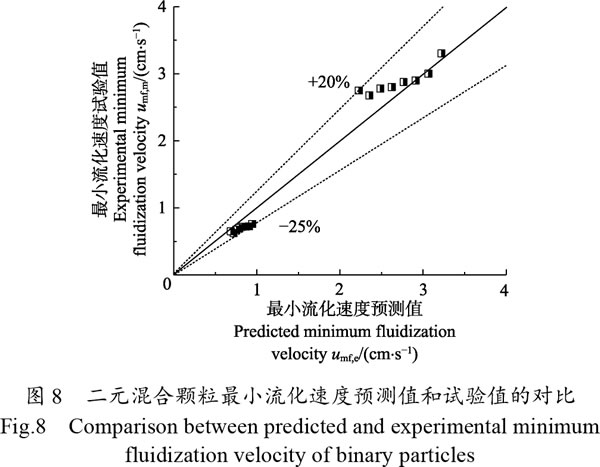
為了進一步考察式(5)的適用性及誤差范圍,選取不同質量配比的二元混合物進行模型驗證,即烘焙生物質質量分數分別為25%、35%、45%、55%、65%、75%、85%和95%。圖8所示為試驗獲得的二元混合顆粒最小流化速度與按照式(5)所得的預測值的對比。在本文試驗范圍內,式(5)可以在–25%~+20%的誤差范圍內對烘焙生物質與煤粉二元混合顆粒的最小流化速度進行較好地預測。
3結論
1)煤粉顆粒與烘焙生物質顆粒單獨流化時,流化曲線可以劃分為4個區域:I固定床區域,II過渡區域,III起始流化區域和IV完全流化區域。完全流化區域Rp值的大小依次為:無煙煤1(0.90)>無煙煤2(0.86)>烘焙生物質1(0.84)>烘焙生物質2(0.53),流化質量依次變差。
2)烘焙生物質與煤粉二元混合顆粒的流化曲線與其單組分顆粒系統的流化曲線近似,但區域II和III所對應的氣速的范圍明顯縮小。隨著烘焙生物質含量的增加,完全流化區域的Rp值呈現出逐漸減小的趨勢,混合顆粒的流化質量逐漸變差。
3)由混合物的流化曲線可得到二元混合顆粒的起始流化速度(ubf)、最小流化速度(umf)和完全流化速度(ucf)等特征速度,進而獲得“組分-特征速度”的相平衡圖。隨著烘焙生物質質量分數的增加,起始流化速度先增大后減小,而完全流化速度則先減小后增大。
4)不同特征速度對應著不同流化階段間的過渡,通過流化氣速所處的區間并結合“組分-特征速度”相平衡圖,可以對二元混合顆粒所處的流化狀態進行預判,并可根據實際工程應用需要對操作流化氣速進行相應的調節。
5)當烘焙生物質質量分數較小(20%~40%)時,最小流化速度隨烘焙生物質質量分數的增大而減小的趨勢較為明顯;當烘焙生物質質量分數>40%時,最小流化速度隨烘焙生物質質量分數的增大而減小的趨勢減弱。同時,獲得了預測烘焙生物質與煤粉二元混合顆粒最小流化速度的經驗公式,在本文試驗范圍內,可以在–25%到+20%的誤差范圍內對烘焙生物質與煤粉二元混合顆粒的最小流化速度進行較好地預測。
 |




