|
何一波,嚴永林,黃俊
(中南林業(yè)科技大學(xué)機電工程學(xué)院,長沙410004)
摘要:生物質(zhì)固化成型技術(shù)是生物質(zhì)能利用的一種有效途徑,其關(guān)鍵設(shè)備成型機的核心部分主要由模孔和推桿組成。針對成型過程中模孔受力的復(fù)雜多變性,選取圓形、方形和正三角形3種典型模孔,基于特征參數(shù)化建模軟件設(shè)計了模孔結(jié)構(gòu)。運用理論分析法推導(dǎo)3種不同形狀模孔成型過程的擠壓力,對推導(dǎo)的3個擠壓力公式進行比較分析,探討不同孔形擠壓力對生物質(zhì)固化成型的影響。在分析不同形狀模孔優(yōu)缺點的基礎(chǔ)上提出一種復(fù)合型模孔結(jié)構(gòu),該研究結(jié)果為生物質(zhì)固化成型機模孔選形及結(jié)構(gòu)優(yōu)化提供參考。
生物質(zhì)固化成型技術(shù)是在生物質(zhì)能利用技術(shù)基礎(chǔ)上發(fā)展起來的,是用于高值清潔利用農(nóng)林剩余物、雜草藤條等廉價碳匯資源效果顯著的技術(shù)之一[1-3]。影響生物質(zhì)固化成型的因素有很多且十分復(fù)雜[4-5],徐弘博[6]提出對模腔采用模孔與模芯組合的方式取代直接在模盤上加工模孔的方法,但是選擇何種形狀模孔卻沒有相應(yīng)的理論支撐,僅僅依靠經(jīng)驗選擇[7-9]。為此,本文在借助特征參數(shù)化建模軟件的基礎(chǔ)上設(shè)計了3種典型模孔結(jié)構(gòu),分析原料在3種不同孔形內(nèi)擠壓成型的受力情況,在探討不同形狀模孔優(yōu)缺點的基礎(chǔ)上提出復(fù)合型模孔結(jié)構(gòu),以期為生物質(zhì)固化成型機的模孔選形和結(jié)構(gòu)優(yōu)化提供借鑒[10-15]。
1不同孔形建模
采用生物質(zhì)固化成型機對原料進行擠壓成型,選用不同形狀的模孔,因孔形結(jié)構(gòu)特征差異,在擠壓成型過程中,原料在模腔內(nèi)所受擠壓力大小會不同[16-21]。因此借助特征參數(shù)化建模軟件pro/e5.0,設(shè)計圓形、方形和正三角形3種典型模孔結(jié)構(gòu),其結(jié)構(gòu)參數(shù)為邊長5cm,長徑比6:1(如圖1所示),以探究不同形狀模孔成型過程擠壓特性。

2模孔擠壓特性理論分析
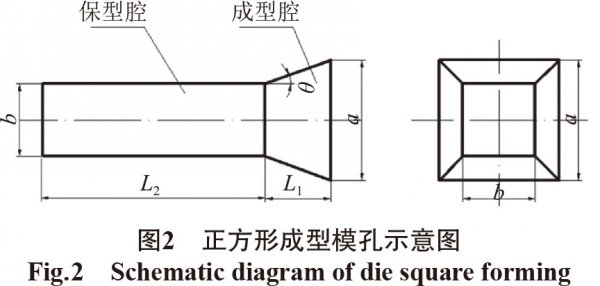
不同形狀模孔在其壓縮過程的擠壓特性無法通過試驗觀察,因此,首先基于正方形模孔進行擠壓特性的理論分析,然后以同樣的分析方法得出圓形模孔和正三角形模孔擠壓特性公式。正方形成型模孔如圖2所示,其成型腔大端正方形邊長為a,保型腔的正方形邊長為b,成型腔段長度為L1,保型腔段長度為L2。
先忽略圖2正方形模孔進料端帶錐角的成型腔部分(下文將對其受力情況進行分析),繪制保型腔段受力圖,如圖3所示,取其一微單元段dx作為受力分析對象。在模腔內(nèi)生物質(zhì)原料首先在壓輥的作用下受到擠壓力(dFx)的作用,然后在孔腔內(nèi)產(chǎn)生摩擦力(dFf)以抵抗擠壓力(dFx),由于模孔是固定的,生物質(zhì)原料在孔腔內(nèi)還會受到內(nèi)壁對其產(chǎn)生的正壓力(dPN)作用。




3結(jié)果與分析
3.1不同孔形擠壓力公式比較分析

從公式(11)、(12)和(13)可以看出,擠壓力公式由軸向擠壓壓強P和面積A兩部分組成。3個公式中,軸向擠壓壓強不同之處在于以e為底的指數(shù)函數(shù)上的冪指數(shù)不同,這里給定相同的長徑比(正方形長徑比指正方形孔腔的長度與其邊長的比值,等邊三角形長徑比指等邊三角形孔腔的長度與其邊長的比值)、錐角、預(yù)壓力和摩擦系數(shù),根據(jù)指數(shù)函數(shù)的性質(zhì)可以直觀得出軸向擠壓壓強:P正方形>P圓形>P正三角形;再分析比較3種不同模型孔的面積A,分兩種情況探討:第一種情況假設(shè)3種模型孔的面積A都相同,可通過3種孔型的面積計算公式分別計算3種孔型的直徑或邊長,計算可得:b正三角形>d圓形>b正方形;第二種情況假設(shè)圓形孔直徑和其他兩種模孔邊長相等(即假設(shè)d=b),通過3種孔形的面積計算公式可得:A正方形>A圓形>A正三角形,因此,無論上述哪種情況都可以得出3種模孔擠壓力:F正方形>F圓形>F正三角形,正方形模孔的擠壓力最大。以上結(jié)果表明,不同形狀模孔結(jié)構(gòu)可顯著影響擠壓成型所需的擠壓力。
3.2不同孔形優(yōu)缺點分析
從理論分析結(jié)果來看,3種形狀模孔取任意模孔單獨作為成型腔或保型腔,都各有優(yōu)缺點。首先,取不同形狀模孔作為成型腔,其進料端各有差異,在給定相同邊長(直徑)條件下,3種模孔面積:A正方形>A圓形>A正三角形,表明選取正方形模孔作為成型腔進料端進料量最大[22-27],圓形模孔次之,正三角形模孔最小;其次,取不同形狀模孔作為保型腔或成型腔,模孔制造的困難程度及成本也有差異,制作三角形模孔和正方形模孔均需設(shè)計制造特殊的非標(biāo)準(zhǔn)加工工具,投資成本高,而圓形模孔制作卻有標(biāo)準(zhǔn)鉆孔工具,不僅投資成本較低,而且容易實現(xiàn);綜上分析,考慮采用圓形模孔作為保型腔、正方形模孔作為成型腔進料端,即“外方內(nèi)圓”的復(fù)合型模孔結(jié)構(gòu),較其他兩種孔形具有進料口更大、進料量更多的優(yōu)勢,且圓形模孔作為保型腔制造[28-30]。
4結(jié)論
通過上述理論分析和推導(dǎo),得出以下結(jié)論:在生物質(zhì)固化成型中,對圓形、方形和正三角形3種典型模孔的選擇,可優(yōu)先考慮方形和圓形模孔。在相同條件下,3種模孔中,正方形模孔的軸向擠壓力最大,且在邊長(或直徑)相等的條件下,正方形面積也最大,可滿足進料量最大的需求;從制造工藝考慮,采用圓形模孔結(jié)構(gòu),投資成本較低,而且制造上更容易實現(xiàn)。
綜合考慮3種形狀模孔擠壓特性的優(yōu)缺點,采用正方形模孔作為成型腔,圓形模孔作為保型腔,即“外方內(nèi)圓”的復(fù)合型模孔結(jié)構(gòu)更利于進料和擠壓成型。
參考文獻
[1]劉鵬,李勇,閆樹軍.淺談生物質(zhì)資源利用現(xiàn)狀及對策[J].新疆農(nóng)機化,2016(5):42-45.
[2]Kaltschmitt M, Thrän D, Daub K B, et al. Bio-energyContribution to the current and future energy system[J]. Zeitschriftfür Energiewirtschaft,2016, 40(4):24-27.
[3]廖水根.低碳經(jīng)濟時代江西生物質(zhì)能源發(fā)展模式[J].中國市場,2017(35):236-237.
[4]寧廷州,劉鵬,侯書林.生物質(zhì)固化成型設(shè)備及其成型影響因素分析[J].可再生能源,2017,35(1):135-140.
[5]侯鵬程,武佩,馬彥華,等.生物質(zhì)固體燃料固化成型影響因素分析[J].農(nóng)業(yè)技術(shù)與裝備,2013(6):4-6.
[6]徐弘博,胡志超,陳有慶,等.雙層環(huán)模式秸稈壓塊機模具結(jié)構(gòu)設(shè)計與分析[J].江蘇農(nóng)業(yè)科學(xué),2016,44(7):415-418.
[7]閆昌國,張曉健,張歡,等.雙環(huán)模結(jié)構(gòu)生物質(zhì)顆粒燃料設(shè)備的研制與性能分析[J].太陽能,2015(5):52-56,60.
[8]白陽,閆文剛,劉志剛.生物質(zhì)燃料致密成型方式的發(fā)展現(xiàn)狀與展望[J].林業(yè)機械與木工設(shè)備,2018,46(9):10-15.
[9]寧廷州,馬阿娟,俞洋,等.生物質(zhì)環(huán)模顆粒成型存在的問題及對策分析[J].中國農(nóng)機化學(xué)報,2016,37(1):272-276.
[10]劉鴻文編.材料力學(xué)[M].北京:高等教育出版社,1997.
[11]高珣,龐久寅.木纖維的定向制備及其幾何尺寸對木塑復(fù)合材力學(xué)性能的影響[J].林產(chǎn)工業(yè),2018,45(7):18-23.
[12]陶雷,鄭加強,管珣,等.生物質(zhì)固化燃料成型技術(shù)與關(guān)鍵設(shè)備分析[J].西北林學(xué)院學(xué)報,2014,29(2):173-177.
[13]何凌云,吳夢,尹芳.可再生能源投資總量和結(jié)構(gòu)對碳排放的影響研究[J].中國地質(zhì)大學(xué)學(xué)報(社會科學(xué)版),2017,17(1):76-88.
[14]王明友,宋衛(wèi)東,吳今姬,等.生物質(zhì)燃料固化成型技術(shù)研究進展[J].安徽農(nóng)業(yè)科學(xué),2014,42(26):9099-9100.
[15]王雨生,傅建祥.生物質(zhì)能源的應(yīng)用技術(shù)研究[J].青島農(nóng)業(yè)大學(xué)學(xué)報(自然科學(xué)版),2015,32(3):215-221.
[16]劉樂,凌小燕,李驊,等.生物質(zhì)能源的發(fā)展研究[J].中國農(nóng)機化學(xué)報,2014,35(5):195-199,204.
[17]張一清,姜鑫民.發(fā)展我國可再生能源的對策研究[J].山東工商學(xué)院學(xué)報,2015,29(4):49-55.
[18]高興佑.我國可再生能源產(chǎn)業(yè)發(fā)展研究[J].湖南財政經(jīng)濟學(xué)院學(xué)報,2016,32(3):99-105.
[19]李可,邵悅.生物質(zhì)致密成型過程中的影響因素分析[J].農(nóng)村牧區(qū)機械化,2017(3):29-30.
[20]姬愛民,趙榮煊,李海英,等.秸稈類生物質(zhì)壓力成型過程影響因素研究[J].農(nóng)機化研究,2017,39(2):220-225.
[21]俞林,李昌宇.淺析我國發(fā)展生物質(zhì)固化成型燃料存在的問題及對策[J].現(xiàn)代化農(nóng)業(yè),2011(5):35-36.
[22]樊峰鳴,張百良,李保謙,等.大粒徑生物質(zhì)成型燃料物理特性的研究[J].農(nóng)業(yè)環(huán)境科學(xué)學(xué)報,2005(2):398-402.
[23]劉璐,孫姣,張旭,等.環(huán)模成型機產(chǎn)率與能耗建模及影響因素分析[J].太陽能學(xué)報,2017,38(12):3426-3432.
[24]姚宗路,張妍,趙立欣,等.立式雙層孔環(huán)模生物質(zhì)壓塊機設(shè)計與試驗[J].農(nóng)業(yè)工程學(xué)報,2016,32(S1):8-12.
[25]谷志新,徐凱宏,鄭文超.秸稈致密環(huán)模成型機模孔參數(shù)實驗分析[J].南京林業(yè)大學(xué)學(xué)報(自然科學(xué)版),2013,37(6):165-168.
[26]毋高峰,劉云鵬,呂風(fēng)朝.活塞沖壓式棒狀生物質(zhì)成型機成型筒的優(yōu)化設(shè)計[J].河南農(nóng)業(yè)大學(xué)學(xué)報,2017,51(3):341-347,369.
[27]鮑昀利,鮑振博,靳登超,等.秸稈生物質(zhì)平模成型機關(guān)鍵部件的改進設(shè)計[J].機械工程師,2015(8):149-151.
[28]何勛,張志鵬,王德福,等.蜂窩狀生物質(zhì)燃料活塞式成型機模具優(yōu)化設(shè)計[J].農(nóng)機化研究,2015,37(6):247-250.
[29]應(yīng)濟,張萬利.基于特征的參數(shù)化建模技術(shù)的研究[J].機電工程,2003(4):4-7.
[30]張艷崗,蘇鐵熊,王連宏,等.零件模塊化建模技術(shù)研究及程序?qū)崿F(xiàn)[J].制造業(yè)自動化,2013,35(7):113-114,127. |




