|
李世軍
(開封大學,河南開封,475000)
摘要:針對烤煙用生物質顆粒燃燒機在除渣、燃燒效率、熄火及火力控制等的問題,設計出推桿除渣的生物質顆粒燃燒機及其控制裝置,采用推桿除渣、多級配風和自動控制原理,實現自動除渣、自動配風、自動進料,燃盡率達到95%以上,適用于密集烤房烤煙以及其他農作物烘干場合。
0引言
在煙葉生產領域,密集烤房已經得到了廣泛推廣,在烤煙生產中起到了重要作用。而密集烤房也存在著以下幾個問題:首先,烘烤是燒煤進行的,污染大;再者,加煤是人工的,操作人員勞動強度大,自動化程度低;還有,循環風機是常轉的,風量不能實時調節,影響烘烤質量且費電。在廣大農村,各種秸稈已經成為農民朋友的心頭之害,將農林的廢棄物加工成顆粒燃料,不僅解決了廢物污染問題,還為顆粒燃燒機提供了燃料,形成循環經濟。生物質顆粒燃料是成型的固體燃料,具有高效、潔凈、容易點火、CO2近零排放等優點,是代替煤的最佳選擇之一,已經在煙葉烘烤領域得到較好的應用。研究表明,使用生物質顆粒燃燒機代替煤烤煙,能夠明顯地提高烤房內干濕溫度的控制精度,大幅度降低污染物排放,節約勞動力開支,大幅降低人工成本,提高煙葉烘烤質量。
經過多年的研究、試驗、實踐,在生物質的工業和化學分析、生物質顆粒燃燒機對生物質燃料的適應性、生物質燃料的燃燒特性及生物質燃料燃燒焦油產生和處理方法等方面的研究,為設計更好的生物質顆粒燃燒機奠定了基礎,使生物質顆粒燃燒機的設計進入了相對成熟階段。中煙辦[2018]30號文件頒布了《密集烤房生物質顆粒成型燃料燃燒機技術規范》,根據《密集烤房生物質顆粒成型燃料燃燒機技術規范》規定,設計烤煙用生物質顆粒燃燒機及其控制裝置是當務之急。隨著技術的提高進步,對生物質顆粒燃燒機的要求也越來越高,使燃燒機在燃燒過程中不結渣或少結渣、及時除渣,最大限度地提高燃料的燃燒效率,提高自動控制的性能及可靠性等是生物質顆粒燃燒機研發設計的主要要解決的問題。本研究研發的烤煙用生物質顆粒燃燒機及其控制裝置,使用推桿除渣方式除渣,對顆粒燃料適應性強,采用三級自動配風、自動送料,對不同火勢要求實施科學配風、送料,自動除渣,裝置結構簡單,操作維護方便,使用壽命長,具有良好推廣價值。
1總體設計
根據《密集烤房生物質顆粒成型燃料燃燒機技術規范》,烤煙用生物質顆粒燃燒機采取整體可移動的結構形式,高度通過支腳的絲桿調節,以適應不同的應用場合。烤煙用生物質顆粒燃燒機總體設計的關鍵問題是:優選燃燒機的燃燒器總成結構、優選破渣除渣裝置和系統的控制方法。這些問題解決后,其他方面即可順理成章。
1.1選擇燃燒器的結構形式
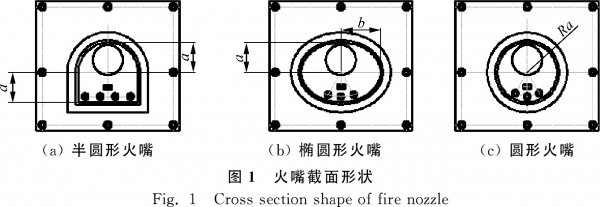
針對密集烤房使用的顆粒燃燒機,燃燒器火嘴的結構形式有三種,半圓形截面、橢圓截面和圓形截面,如圖1所示。設火嘴的內徑為2a;橢圓的長軸為2b,短軸為2a,且b=(7/5)a。不論那種形式燃燒器火嘴的長度相同,輪廓寬和高受到同樣的限制,連接方式類同,區別主要是采用什么樣的截面形狀。在相同熱功率和爐膛的長度方向相等的前提下,比較三種形式的爐膛容積熱負荷,就可以比較出哪種形式燃料燃燒得最完全。在輪廓尺寸許可情況下要盡可能地降低爐膛容積熱負荷。
1.2選擇除渣形式
根據《密集烤房生物質顆粒成型燃料燃燒機技術規范(試行)》的規定,有四種除渣形式可選。對于鏈排除渣方式和旋轉爐膛方式,雖然除渣效果良好,但由于結構復雜成本高不便維護,不予采用。絞龍除渣和推桿除渣的結構如圖2所示。
對于絞龍除渣,除渣絞龍在除渣電機的帶動下間歇運轉,在轉動的過程中將結渣破掉并逐漸排出燃燒爐膛,破渣除渣效果良好。但是,除渣絞龍長期在爐膛內,研究和試驗表明,爐膛內二次燃燒區的溫度可達到1250℃,而工作溫度最高的耐高溫不銹鋼(310S)制作的除渣絞龍連續大火工作24h,變形十分嚴重。使用非金屬耐火材料無法制出滿足技術規范的除渣絞龍。
對于推桿除渣,除渣推桿由2~3根平行的金屬園鋼組成,除渣推桿由推桿導套支撐。在電動推桿的推拉下,除渣時推桿前進過程推渣,返回后推入其導套內,將結渣推至距噴火口50~70mm左右處形成一個小堰,而此處正是爐膛的二次燃燒區,未燃盡的燃料和煙氣產生二次燃燒,同時也使結焦在此裂解燃燒。但對于不同的顆粒燃料要調整除渣間隔時間,且要定期清除沾結在推桿上的焦渣,否則將影響正常使用。
相比之下,推桿除渣方式結構簡單,維護方便,使用壽命長,能滿足烤煙需要。綜合考慮后決定的燃燒機總體結構如圖3所示。
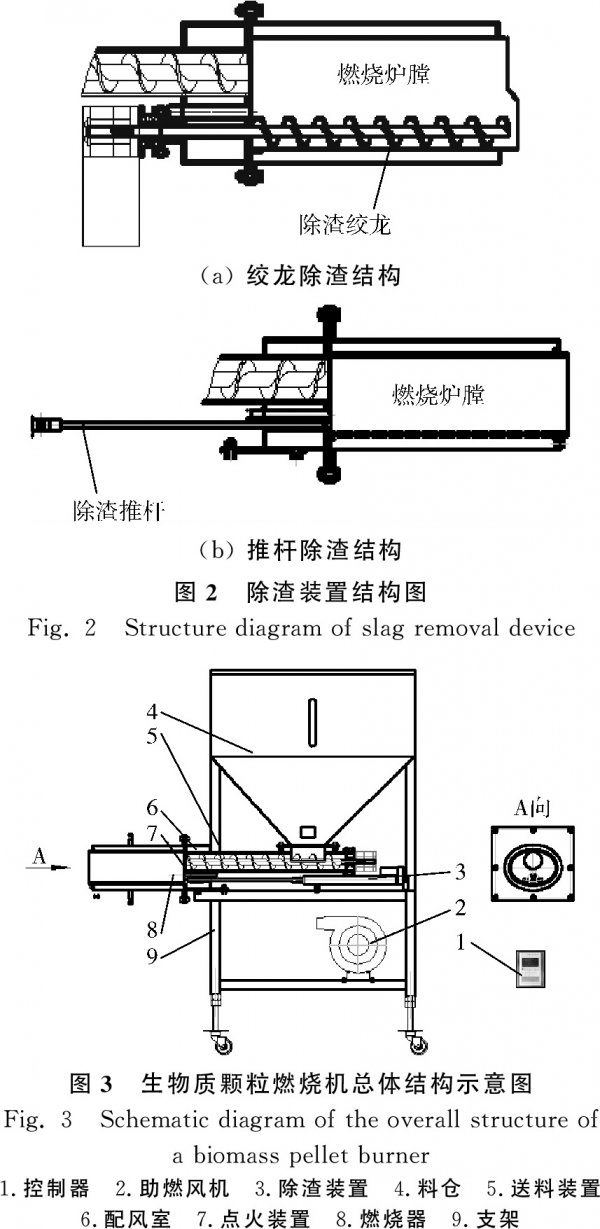
運行中,生物質顆粒從加料管進入燃燒室,其灰分首先起燃,加料管中燃料被預熱有利于起火燃燒。助燃風機的助燃風進入分風室后被分成二部分,一部分通過加料管、點火器套管、推渣桿套管上小孔進入燃燒爐膛,形成一次助燃風;另一部分通過分風室前下部風口進入火嘴夾層,燃燒室下部開設多個Φ5圓孔,風通過這些孔進入燃燒室,形成主燃的二次助燃風;燃燒室的前端上面,開設有多個Φ5助燃風孔,由分風室下部進風口來的風部分地由這些孔進入燃燒室前端形成三次助燃風。一次風首先起到防回火作用,再者與二次風作用在燃燒室內形成渦流,延長燃料在燃燒室內的時間,提高燃燒率。三次風風路最長,經過預熱激發燃燒室前端的可燃氣體形成二次燃燒,溫度可達900℃~1250℃,在此高溫下,焦油被裂解燃燒。
2關鍵部分設計
以額定熱功率400000kJ/h為基本的設計依據,生物質顆粒燃料低位發熱量的平均值按15485KJ/kg計算,400000kJ/h生物質顆粒燃燒機單位時間內的進料能力應滿足
按典型生物質顆粒燃料元素分析中各組成部分含量的平均值計算,1kg燃料燃燒所需的理論氧氣量為0.93m3/kg,1kg燃料燃燒所需的理論空氣量為4.43m3/kg。
烤煙用生物質顆粒燃燒機為常壓使用,進料量28.8kg/h,熱功率400000kJ/h,所需理論空氣量為127.6m3/h;考慮到使用各種原料的生物質顆粒燃料,且實際風量可以由控制器進行調節,過量空氣系數取1.3,計算得出實際需要空氣量為165.86m3/h。
2.1.2一次風、二次風、三次風的配風比
一次風的作用是防回火和與二次風形成渦流,占比過小會影響防回火效果,多大則容易將燃料吹出火嘴,結合旋風爐設計規范和實踐總結,一次風量占總風量的10%~15%較為合適;二次風是主要助燃風,占總風量的80%;三次風是二次燃燒助燃風,占總風量的5%~10%。
根據這樣的配風比,在絞龍套管出料端開設6個Φ5孔,點火器套管前端開設3個Φ5孔,3個推渣桿套管前端各開設4個Φ5孔,共21個Φ5孔為一次助燃風孔,分風室前端對應燃燒器夾層處開設16mm×160mm的扇形進風口,一次助燃風孔面積占總進風面積的13.9%。在燃燒爐膛下部均布開設156個Φ5孔為二次助燃風孔;在燃燒爐膛前端上部開設16個Φ5孔與其對應燃燒室底面的孔組成三次助燃風孔。由于一般的生物質顆粒燃料的直徑是Φ6~Φ8,所以所有助燃風孔的直徑均為Φ5,這樣的孔徑可保證顆粒不漏料,且使用消失模鑄造時可以直接鑄造成型,不需再次加工。
2.2送料設計
根據《密集烤房生物質顆粒成型燃料燃燒機技術規范(試行)》要求,送料裝置主要由螺旋絞龍、絞龍套管和送料電機構成。絞龍套管采用Φ83mm、壁厚4mm的無縫鋼管,其內壁的有效直徑為Φ75mm;選用螺旋絞龍的有效外徑Φ70m,導程60mm,絞龍軸Φ28mm,螺旋絞龍與絞龍套管的單邊間隙是2.5mm,絞龍軸采用雙軸承支撐,使絞龍軸轉動靈活;送料電機選用功率60W、轉速10r/min的減速電機,通過鍵連接帶動絞龍旋轉。螺旋絞龍外徑與絞龍筒間必須有合適的間隙,間隙過大會使顆粒間相互擠壓使顆粒碎掉,間隙過小不足以彌補各項誤差,對于Φ6~Φ8mm的顆粒燃料,取單邊間隙2.5mm是合適的。螺旋絞龍的導程直接影響送料能力,導程越大需要的送料電機功率越大、送料能力越強,但細化控制相對困難,在滿足送料能情況下宜采用相對小的導程,本設計采用60mm導程,使用電機功率小且能以秒為單位控制送料與停料循環。
2.3控制方法
生物質顆粒燃燒機的控制是密集烤房控制的重要部分,要根據烤房內溫度傳感器的溫度信號,綜合控制點火器、助燃風機、送料裝置和除渣裝置,實現自動點火、自動配風、自動送料和自動除渣。點火器一般使用AC220V、600W,助燃風機一般使用AC220V、150W的交流調速風機,送料電機使用AC220V、60W、轉速10r/min的減速電機,除渣裝置由DC24V的電動推桿帶動。
開始使用時,送料電機得電先預進料,然后點火器得電開始自動點火,助燃風機延時提供小風,點火成功后點火器自動失電。燃燒機按照烤房需要的溫度由控制器控制自動送料、自動配風、自動除渣。停止時,停止送料后助燃風機延時停止,以避免回火冒煙。
烤煙有升溫過程也有穩溫過程,烘干工藝是多個升溫、穩溫的組合。升溫時火力要大,穩溫時火力要小;大火階段送料要多,小火階段送料要少;送料量增大助燃風就要增大,送料量減小助燃風相應也要減小。為了適應火勢的要求,把助燃風機風量和送料劃分11個檔位,1檔最低是保證小火不熄火的最小送料量,11檔最高是保證大火不積料的最大送料量。
根據不同的顆粒燃料,能夠設定除渣時間間隔,對于使用易結渣的顆粒燃料(如秸稈類顆粒)除渣時間間隔就設置小些,若使用木質顆粒除渣時間間隔就設置大些。生物質顆粒原料中Si、堿金屬和堿土金屬含量越高,結渣趨勢越嚴重,顆粒燃燒機要適應各種顆粒燃料,除渣間隔時間必須能夠進行實時調整。
2.3.1控制原理
影響密集烤房裝煙室內溫度的因素很多,不僅與供熱系統有直接的關系,還與裝煙量、裝煙的均勻性以及烤房密封性有很大的關系,難以建立數學模型,從而采用模糊控制較合適。模糊控制是一種自動控制,以模糊數學、模糊語言和模糊邏輯為理論基礎。模糊控制系統是一種具有閉環結構的數字控制系統。
2.3.2風量和進料檔位
燃燒機供料是進料、停料工作循環,供料檔位參數是每個循環中的進料時間和停料時間。對于進料最高檔,在每個循環中進料和停料時間越短,對燃燒越有利,絞龍的運轉次數越多;在每個循環中進料和停料時間越長,單次進料量越多,越容易冒煙,但絞龍的運轉次數越少。進料和風量檔位參數如表2。這些參數可以進行實時調整。

實際中采用的策略是在不積料不冒煙的前提下,加長每個循環中的進料和停料時間,多次試驗證明進料最高檔參數取4∶4是合適的。進料的最低檔是不熄火的最小進料量,實踐證明最低進料檔位參數取1∶36能滿足不熄火的要求。
燃燒風機的風量檔位理論上應該按實際出風量分檔,但作為控制裝置上能夠實現控制的是對燃燒風機的工作電壓分檔代替風量分檔。燃燒風機的電壓低,風量就小,電壓高風量就大。為了保證燃燒風機的使用壽命,取燃燒風機的工作電壓不低于130V。
2.3.3除渣特征時間
實踐證明,除渣間隔時間應隨進料量的多少而變化。對于給定的顆粒燃料而言,累計進料達到一定數額時,就需要除渣一次。因此定義一個時間參數:除渣特征時間Tc,表征累計進料時間達到除渣特征時間Tc時,除渣一次。Tc值由人工針對顆粒燃料的結渣特性進行設定,易結渣的顆粒燃料Tc值小些,不易結渣的顆粒燃料Tc值大些。
3應用情況
該顆粒燃燒機研究成功后,于2017年7~11月在四川涼山州會理、會東、冕寧和普格縣共投放了336臺,在煙葉烘烤、茶籽烘烤方面進行長時間的運行試用,取得良好效果。應用于烤煙的生物質熱源烤房,顆粒燃料的燃燒效率在95%以上;干球溫度實際控制精度在目標干球溫度±0.5℃以內;采用本文的控制方法與其他的控制方法對比,配風、供料更加科學合理,平均每烤能節省生物質顆粒燃料80~100kg。
參考文獻
[1]楊飛,張霞,劉芮,等.生物質顆粒燃料燃燒機的煙草烘烤試驗研究[J].云南農業大學學報,2017,(5):912~919.
[2]蘭樹斌,馬瑩,陳維林,等.生物質智能烤房在煙葉烘烤中的應用研究[J].機電技術,2016,(5):115~117.
[3]肖志新,劉芮,彭堅強,等.生物質顆粒燃料密集烤房節能減排效果研究[J].現代農業科技,2016,(24):177~179.
[4]蔣篤忠,陳洪浪,何陽,等.生物質顆粒燃燒爐在密集烤房上的應用[J].農學學報,2017,7(8):82~86.
[5]蘭樹斌,張大斌,曹陽.生物質能源爐具替代密集烤房煤炭供熱系統研究[J].現代農業科技,2016,(18):140~141,143.
[6]潘新民,王燕芳.微型計算機控制技術[M].北京:電子工業出版社,2003.
[7]中國煙葉公司.密集烤房生物質顆粒成型燃料燃燒機技術規范(試行)[S].中煙辦〔2018〕30號.
[8]李世軍,王昭三,周文虎,等.生物質顆粒燃燒機以及全自動生物質燃燒設備[P].CN:201720479407.6,2017.
[9]李世軍,王昭三,翟紅程,等.生物質烤煙爐燃燒機控制器及生物質烤煙爐控制系統[P].CN:206433752U,2017.
[10]林偉,王鵬,陳賢龍,等.智能生物顆粒燃料燃燒機在煙葉烘烤中的應用效果研究[J].中國農學通報,2016,32(25):170~174.
[11]王月喬,田宜水,侯書林,等.生物質顆粒燃燒器燃料適應性試驗[J].農業工程學報,2014,30(7):197~205.
[12]羅娟,侯書林,趙立欣,等.典型生物質顆粒燃料燃燒特性試驗[J].農業工程學報,2010,26(5):220~226.
[13]孫云娟,蔣劍春.生物質氣化過程中焦油的去除方法綜述[J].生物質化學工程,2006,40(2):31~35.
[14]劉巍.生物質熱風爐的設計與應用[J].工業鍋爐,2010,(6):6~8. |




