|
尼姝麗,姜子琪,王述洋,王慧,劉林
(東北林業大學機電工程學院,黑龍江哈爾濱150040)
摘要:針對傳統成型機能耗高、壽命短、模具磨損過快等特點,新設計一種生物質環模柱塞式致密成型機。對擠壓過程中壓輥組件進行有限元模態分析,以得到研究結構的各階模態的固有頻率和振型,結果表明成型過程中不發生共振,為壓輥設計提供理論基礎。
當今世界的化石能源儲備越來越少,而隨著我國經濟的快速發展,對清潔能源的利用也愈發重視。目前市面上主要有3種生物質致密成型機:壓輥式、螺旋擠壓式和活塞沖壓式。不過傳統的壓輥式生物質致密成型機通常是通過壓輥曲面物理加壓的方式進行擠壓成型,所以存在成型模具磨損過多,使用壽命偏短等問題。
本文將設計一種新型生物質環模柱塞式致密成型機來更好的解決以上問題,并利用ANSYSWorkbench軟件中的模態分析對擠壓過程中的壓輥組件進行有限元分析,以避免出現共振等問題,為生物質成型機構設計提供理論基礎[4-7]。
1關鍵部件設計與工作原理
1.1柱塞式致密成型機關鍵部件設計
新型生物質環模柱塞式致密成型機通過對稱設置的兩個壓輥對物料進行同時擠壓,提高工作效率;利用月牙刮板在擠壓間隙對物料進行刮除,降低擠壓過程中壓輥與物料側向擠壓造成的動力損耗;在壓輥上均勻分布柱塞,成型模塊以及壓輥上下設計成階梯式結構,使物料被均勻迅速地擠壓進成型模孔,減少能耗損失;成型模塊采用裝配式結構,當損壞后可以進行單獨更換。
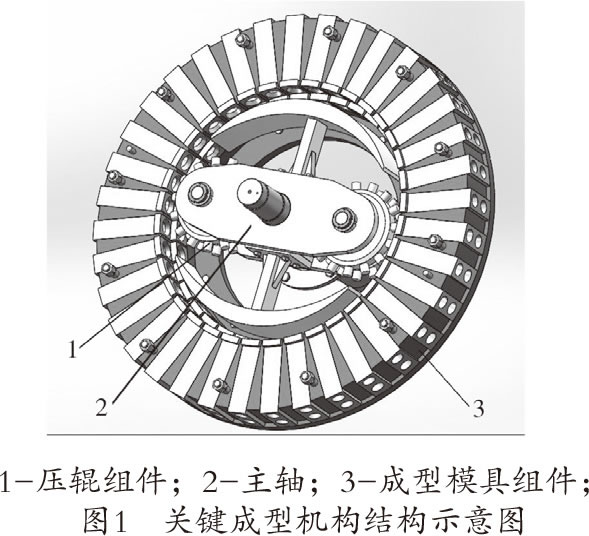
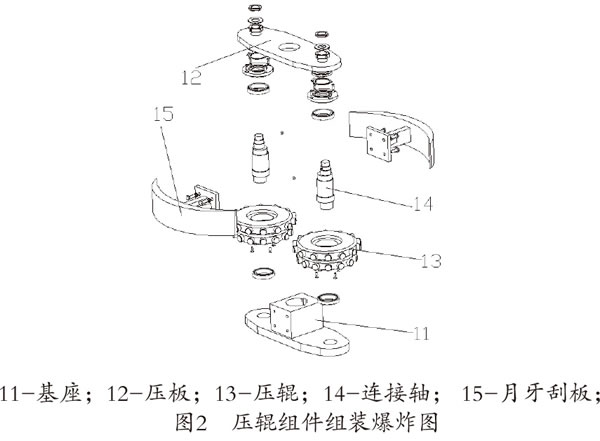
如圖1~2所示,環模柱塞式關鍵成型機構由壓輥組件,主軸,成型模具組件等組成;壓輥組件由基座,壓板,壓輥,連接軸,月牙刮板,擠壓柱塞等組成;成型模具組件由環形底座,成型模塊,上封板,下封板,模塊插槽,成型孔等組成。
1.2成型機工作原理
主軸轉動帶動整個壓輥組件進行旋轉擠壓運動,壓輥組件上安裝了兩個對稱的柱塞式壓輥。旋轉擠壓過程中,物料被不斷送入成型模具空間內,逐漸充滿壓輥組件和成型模具盤的間隙。壓輥組件在主軸的帶動下不斷作旋轉運動,組件上的月牙刮板也在擠壓間隙對物料進行刮除,以降低工作時壓輥與物料側向擠壓造成的動力損耗,并實現原料的平鋪。在主軸帶動的旋轉作用下,壓輥上的柱塞源源不斷地將物料壓入成型模具的模孔中,因此產生了劇烈的摩擦擠壓,導致模具內的溫度不斷升高。而溫度升高后,生物質原料中的木質素不斷軟化從而具有一定的粘結力,使得生物質原料相互粘結,進入保型階段。
2壓輥組件受力分析與仿真
2.1壓輥組件受力分析
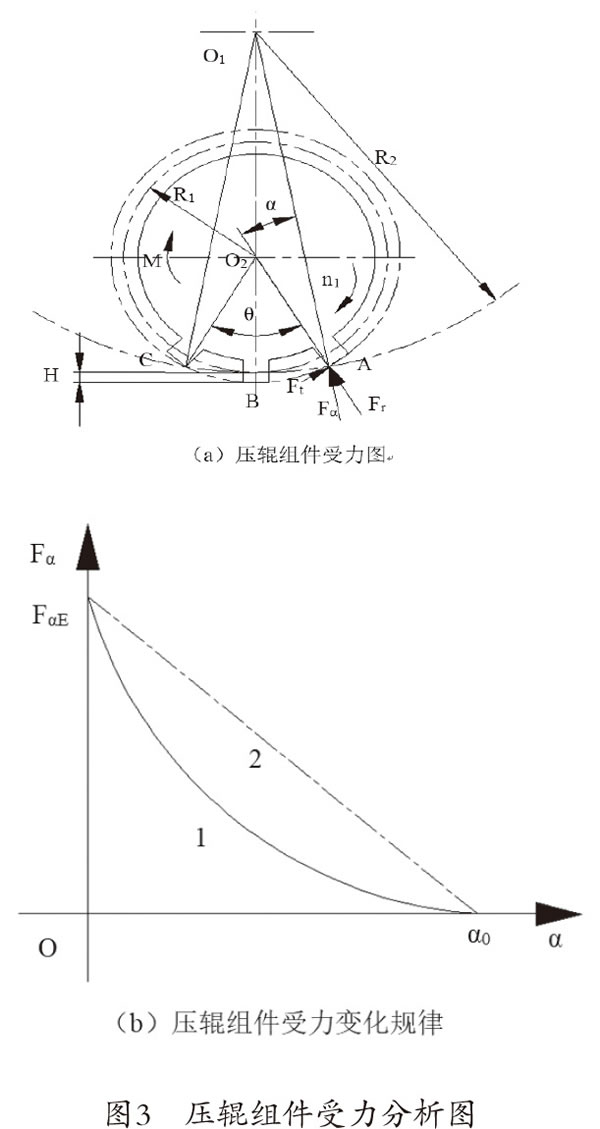
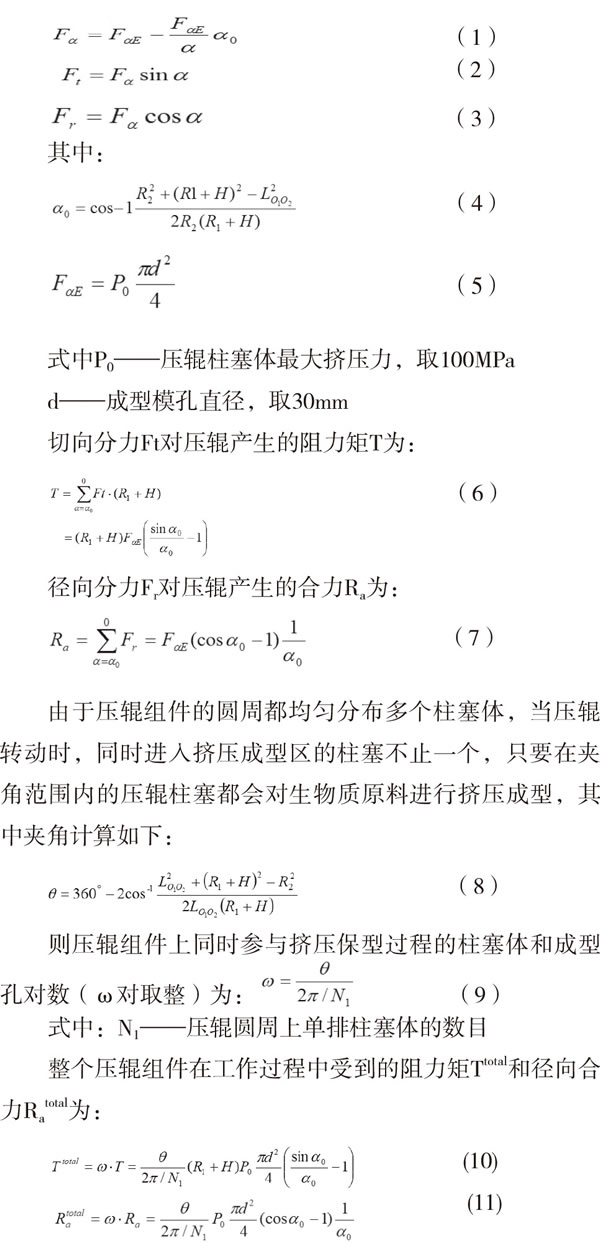
如圖6所示,壓輥組件在主軸的帶動下,由于主動力矩M的作用,以n1轉速作旋轉運動。當壓輥組件旋轉到A位置時,開始與成型模具相嚙合,A是進入點,B為最大嚙合點,C是退出點,A位置時柱塞也與成型模塊內的物料接觸擠壓,當柱塞轉到B位置時,達到最大嚙合深度H,之后隨著壓輥的持續轉動,到達C點,壓輥退出成型模塊。圖8(a)中,R1是壓輥組件的嚙合圓半徑,R2是成型模具部件的嚙合圓半徑,Fα為壓輥柱塞實際受力,Fr為它被分解的徑向分力,Ft為切向分力,α是Fα與Fr的夾角,α0是最大值。
壓輥柱塞實際受力Fα實際變化規律如圖6(b)中的曲線1所示,但由于壓輥柱塞在嚙合擠壓成型區AC停留的時間很短,為便于分析,將其受力過程視為一個穩態情況進行分析[12],如曲線2所示,由此可得:
2.2成型壓輥有限元分析
在生物質固體燃料的擠壓成型過程中,壓輥組件與生物質原料經過不斷地碾磨、擠壓,而導致壓輥因磨損而產生破壞。壓輥組件在擠壓成型過程中需繞主軸進行公轉運動的同時,進行自轉,兩個運動同時進行易產生共振,所以要對壓輥組件做有限元模態仿真分析實驗。
在Solidworks軟件中對壓輥組件進行三維建模仿真裝配后,導入到ANSYS Workbench中,將材料統一設置為struc-tural steel,彈性模量E=210GPa,泊松比μ=0.3,密度為ρ=7.85×103kg/m3,劃分網格后,在壓輥軸兩端分別施加Cylindrical Support(圓柱支撐)和Frictionless Support(無摩擦約束),將成型壓輥的模態階數設置為6,選擇Evaluate All Results命令,可以得到TabularData頻率表(圖7)和Timeline圖形(圖8)。選擇Outline(分析樹)中Solution下的Total Deformation(總變形)選項,可得各階模態總變形分析云圖(圖9)。
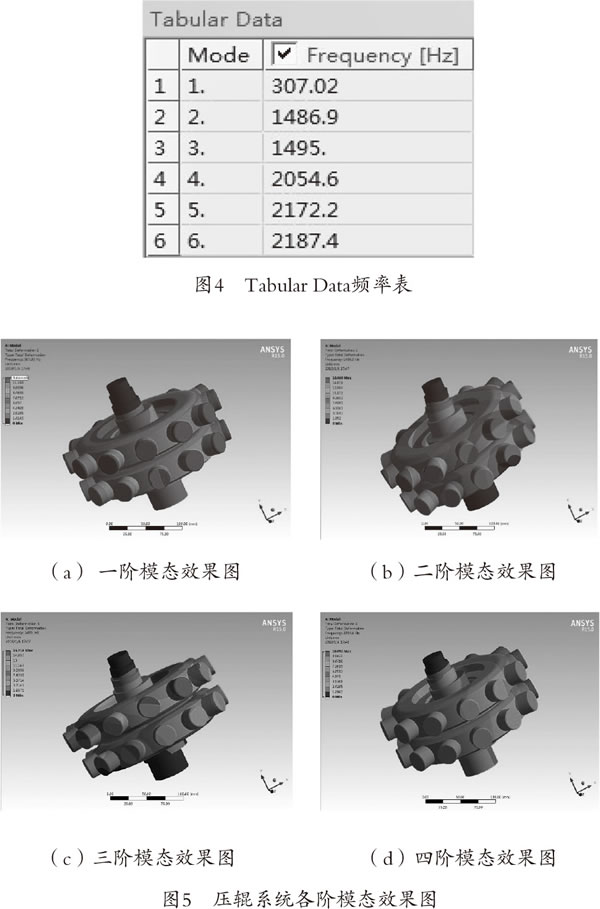
由于所設計的成型機主軸轉速n2為100r/min,由i=n1:n2=3可得,壓輥轉速n1為300r/min。由公式:n=60·f可得,壓輥組件的振蕩頻率為5Hz,而一階固有頻率為307.02Hz,二者相差很大,因此不會發生共振。根據圖7可知,當激振階數大于一階,處于二、三、四、五階時,壓輥組件變形較大,因此在設計壓輥尺寸與轉速時,要盡量避免與壓輥組件的固有頻率相近。
3結語
針對傳統成型機的缺點,設計一款生物質環模柱塞式致密成型機,研究其工作原理及關鍵成型部分的受力分析和仿真模擬,驗證了其結構的合理性。對成型壓輥組件進行有限元模態分析,經計算可知壓輥組件的振蕩頻率為5Hz,而一階固有頻率為307.02Hz,二者相差較大,不會發生共振。
參考文獻:
[1]張麗,付軍華.淺析我國能源安全現狀及解決路徑[J].法制與社會,2017(11):199-200.
[2]胡運龍.生物質平模成型機壓輥的優化設計研究[D].合肥工業大學,2015.
[3]張喜瑞,甘聲豹,李粵等.行星輪式內外錐輥固體燃料平模成型機研制與試驗[J].農業工程學報,2014,30(22):10-20.
[4]王青宇.柱塞式壓輥環模生物質成型機建模及參數分析[A].中國林業機械協會.全國林業機械新產品新技術示范推介會暨第三屆全國林業機械發展論壇論文集[C].中國林業機械協會,2014:8.
[5]范榮,張文志,張瑩瑜,等.壓舌板熱封包裝機切輥的模態分析[J].機械工程與自動化,2017(04):62-63.
[6]張安寧,鄭月,張勇杰.基于ANSYSWorkbench分級破碎機破碎輥的模態分析[J].煤礦機械,2014,35(12):72-74.
[7]王述洋,王輝,李姊靜,等.基于ANSYS的生物質成型機模具的仿真分析[J].江蘇農業科學,2016,44(07):365-369.
[8]姜子琪,尼姝麗,劉林,等.一種生物質環模柱塞式成型機構[P].黑龍江:CN207416067U,2018-05-29.
[9]羅斌,羅東飚,王進紅,等.模輥式顆粒機在生物質燃料生產領域中的應用比較[J].農業工程,2014,4(03):44-46.
[10]蘇明順,王繼榮,劉廣濤,等.基于柱塞式成型機的生物質成型設備優化設計[J].青島大學學報(工程技術版),2017,32(01):99-103.
[11]金實,俞國勝,陳忠加,等.外嚙合柱塞式生物質顆粒燃料成型機的設計[J].林業機械與木工設備,2017,45(01):12-17.
[12]寧廷州.對輥柱塞式成型機研制及其成型參數優化[D].北京林業大學,2016.
[13]陳忠加,俞國勝,王青宇,等.柱塞式平模生物質成型機設計與試驗[J].農業工程學報,2015,31(19):31-38.
[14]德雪紅,俞國勝,陳忠加,等.柱塞式生物質環模成型機環模凹模磨損預測[J].北京林業大學學報,2015,37(06):112-119.
[15]王青宇,藍保楨,俞洋,等.斜盤柱塞式生物質燃料成型機的設計[J].木材加工機械,2014,25(05):48-50+7.
[16]俞洋.斜盤柱塞式生物質燃料成型機的設計[A].中國林業機械協會.全國林業機械新產品新技術示范推介會暨第三屆全國林業機械發展論壇論文集[C].中國林業機械協會:中國林業機械協會,2014:4.
[17]德雪紅.基于分形理論的柱塞式生物質環模成型模具磨損機理研究[D].北京林業大學,2014.
[18]袁大龍.生物質常溫柱塞式環模顆粒成型機研究及設計[D].北京林業大學,2014.
[19]李游.五柱塞秸稈燃料成型機虛擬設計及仿真分析[D].遼寧科技大學,2013.
[20]李媛,張澤宇,馬亮.三柱塞式生物質燃料成型機理論及實驗研究[J].農機化研究,2012,34(12):223-226.
[21]卜雪君.五柱塞式秸稈燃料成型機的性能參數分析[D].遼寧科技大學,2012. |




