|
聶恒,朱靜,段旭,池雅琴,程晟,郭興焱
摘要:介紹了燃料乙醇的意義、國內外的發展現狀和趨勢,重點綜述了燃料乙醇工藝中的預處理技術和發酵工藝技術,對預處理的各種方法的優缺點進行了歸納,分析了木質纖維素的資源組成成分及結構對其有效轉化乙醇的影響及解決辦法,最后對纖維素燃料乙醇工業進行了展望。
近年來,隨著石油資源日趨嚴重不足,能源供應短缺、燃料安全和環境污染壓力緊隨而至,迫使人類愈加關注自然和社會的可持續性發展,發展新型的可再生原料和能源已成為全球的共識。從20世紀70年代中期開始,世界各國開始嘗試利用生物技術對可再生資源進行燃料乙醇的生物轉化,并以此作為石油能源的替代物[1]。纖維素原料是地球上分布廣泛且數量巨大的可再生資源,每年僅陸生植物就可產生纖維素約500億t。
纖維素資源還是最主要的生物質資源,它占地球生物總量的60%~80%。我國的纖維素原料也很豐富,僅農作物秸稈、皮殼一項,每年產量就達7億多t。其中玉米秸(35%)、小麥秸(21%)和稻草(19%)是我國的3大秸稈資源,林業副產品、城市垃圾和工業廢物數量也很可觀[2]。纖維素燃料乙醇還是一種清潔能源,據悉,纖維乙醇燃料燃
燒時排放的溫室氣體比汽油少90%。因此,纖維類物質生物轉化乙醇的工藝技術不僅意義重大,而且不久將會實現工業化[3]。
1燃料乙醇的意義、發展現狀和趨勢
1.1燃料乙醇的意義
乙醇已不單是一種優良燃料,它已經成為一種優良的燃油品質改善劑被廣泛使用,作為一種新型的,可再生清潔能源而越來越受到世人的重視[4,5]。全世界積極推廣使用燃料乙醇主要有以下三個重要意義:
一是可緩解石油緊缺矛盾。
二是非糧纖維物質代替糧食生產乙醇可有效解決世界糧食危機。目前糧食危機是世界三大問題之一。非糧纖維類物質既不與人爭糧又來源豐富,品種多,再生時間短,是生產乙醇無可挑剔的可再生原材料。
三是有利于環境改善。燃料乙醇既是一種清潔能源,又是一種良好的汽油增氧劑和辛烷值調和組分,用以代替四乙基鉛和甲基叔丁基醚(MT-BE)或乙基叔丁基醚(ETBE),乙醇調入汽油對降低汽車尾氣中的一氧化碳含量很有效,起到凈化空氣和保護環境的效果[6]。
1.2燃料乙醇的國內外發展現狀
在燃料乙醇的生產研發方面,北美和巴西走在前列,而且在未來20年仍然保持著大規模燃料乙醇生產的競爭力[7]。
據美國石油學會統計,美國2000年燃料乙醇的產量為500萬t,其中92%的燃料乙醇混合到汽油中。2006年7月7日,美國能源部公布了一份新的清潔燃料發展路線圖,提出今后將在植物纖維原料水解生產乙醇替代汽油方面下大力氣[8]。
美國能源部還制定計劃,希望通過對酵母菌的基因工程改造,在2015年左右纖維素燃料乙醇成本由每升28美分降到18美分,使其能大規模應用[9]。
巴西是世界上最大的乙醇生產國和消費國,有著豐富的甘蔗資源,使其乙醇生產成本很低,生產能力達1200萬t/a[10]。巴西不僅是乙醇生產的最大國,且生產工藝技術日漸成熟,是以燃料乙醇替代石油最成功的國家之一,現為世界上唯一不供應純汽油的國家。巴西農業部長羅伯托·羅德里格斯宣布,到2013年,巴西計劃將乙醇燃料的年產量擴大到350億L,其中約100億L將用于出口[8]。
日本是石油進口第二大國,由于國內糧食生產不足,故對以纖維素為主的生物質廢物為原料生產燃料乙醇的技術十分重視。日本每年約產1000萬t廢木屑,不少企業利用自行開發的技術或引進它國技術開展了以廢木屑為原料的燃料乙醇的工業轉化試驗,日本政府也積極促進纖維素制乙醇技術的研發[11]。
在其它一些發達國家如歐盟、加拿大,發展中國家如泰國等,都已將燃料乙醇作為重點發展項目。
我國在“十一五”規劃中也制定了發展燃料乙醇的規劃。規劃的方案分三步:第一步在吉林、河南等省以過剩玉米為原料生產燃料乙醇,并作為含氧添加劑在汽油中摻入10%,這一目標已初步實現;第二步在有條件的省區利用當地優勢資源如早燦稻、甘薯和甘蔗等生產燃料乙醇;第三步就是利用植物桔桿、稻殼等纖維素生產燃料乙醇,并全面推廣。
2001年,國家計委等5部委頒布了《陳化糧處理若干規定》,建立了第一批燃料乙醇企業:安徽豐原生化、黑龍江華潤酒精、河南天冠集團和吉林燃料乙醇公司。2002年,我國開始試點生物燃料乙醇的開發。2004年2月,經國務院同意,國家發改委等8部門聯合頒布了《車用乙醇汽油擴大試點方案》和《車用乙醇汽油擴大試點工作實施細則》,把推廣使用車用乙醇汽油作為國家一項戰略性舉措。目前,我國生物燃料乙醇生產技術已經成熟,黑龍江、吉林、遼寧、河南、安徽5省及湖北、河北、山東、江蘇部分地區已基本實現車用乙醇汽油替代普通無鉛汽油。2006年6月26日,河南天冠集團建成投產了我國首條秸稈乙醇中試生產線,標志著我國在生物質能源利用領域已躋身世界行列[11]。目前,在我國一些邊際地區正在開發利用甜高糧秸稈生產燃料乙醇的項目,2009年在新疆由莎車縣與浙江浩淇生物質新能源科技有限公司共同開發,將在5年內建成年產30萬t的甜高粱秸稈制取無水燃料乙醇項目,莎車縣4個鄉鎮將種植約1330hm2的甜高粱,總投資12.6億元。2010年4月內蒙古巴彥淖爾市中興能源有限公司年產10萬t甜高粱莖稈燃料乙醇項目開工奠基剪彩,計劃總投資13.5億元,總占地面積100hm2[12]。
1.3發展趨勢
高效破壞植物纖維結構,降低生產成本的預處理技術的開發,仍然是目前燃料乙醇工藝研究的熱點[13]。通過基因工程途徑構建生產纖維素酶的高效工程菌,通過分子演化和設計來提高酶的功能性,通過強化的低成本發酵來生產纖維素酶等相關研究成為纖維素酶的研究主流。高活性、高耐受性、高發酵水平以及同時轉化五碳糖、六碳糖的高性能菌種的研究仍然是纖維素燃料乙醇的主要研究方向[14]。總之,未來燃料乙醇的發展方向是環保,安全及低成本。另外,隨著技術的不斷進步,麥秸、玉米稈、稻草等農業秸稈,林牧副產品以及城市生活垃圾等纖維類生物質資源經過生產加工,最終都可以變成能夠替代石油的燃料乙醇,對緩解能源短缺、促進農村經濟產業結構的調整,保護大氣環境等均有重要的戰略意義[15]。
2維素類物質生產乙醇的一般生產工藝、預處理技術和發酵工藝技術
2.1維素類物質生產乙醇的一般生產工藝
在過去的20年里,對木質纖維原料轉化乙醇的方法開展了廣泛研究,一般來說,轉化分為兩步:把纖維素水解為葡萄糖,即需要先完成纖維素物料的糖化過程;纖維素水解為單糖以后,再發酵生產乙醇。水解通常采用纖維素酶催化,發酵通過酵母菌或細菌實現。
微生物發酵生產乙醇的過程一般分為4個流程:預處理、酶解、發酵以及回收。
2.2預處理及相關技術
生物質的預處理主要包括對纖維素、半纖維素和木質素組分的粉碎、溶解、水解和分離。預處理的主要目的是降低纖維素的相對分子質量,打開其密集的晶狀結構,以利于進一步的分解和轉化。預處理是生物轉化的關鍵步驟,影響整個纖維素乙醇生產過程。因此,目前國內外研究者對預處理技術的研究甚多,其成果也很顯著。如表1所示。
2.3發酵及相關技術
目前發酵生產乙醇的方法主要有:異步糖化發酵法( Separate Hydrolysis and Fermentation,SHF)、同步糖化發酵法(Simultaneous Saccharifica-tion and Fermentation,SSF)、聯合生物加工(Con-solidated Bioprocessing,CBP)、共固定化發酵法(Co-immobilization Fermentation,CIF)等。
異步糖化發酵法,即糖化、發酵二段發酵法,其最大的缺點是預處理過程中生成的纖維二糖和葡萄糖反饋抑制了纖維素酶的活性。
為了解除異步糖化發酵法引起的抑制效應,目前研究者將更多的目光和注意力轉移到了同步糖化發酵法。其特點是纖維素酶對纖維素的水解和酵母發酵生成乙醇在同一容器內連續進行,這樣酶水解的產物—葡萄糖由于酵母的發酵不斷地被利用,很大程度上減少了產物對水解的抑制作用。同步糖化發酵法被認為是目前最有發展前景的方法[30]。
隨著共固定化技術的不斷發展,科研者也在不斷嘗試將共固定化技術應用于纖維乙醇的生產實踐中,即固定化發酵,包括細胞與細胞、細胞與酶以及酶與酶共固定化3個方面。
細胞與細胞固定化
細胞與細胞固定化,即多菌種固定化體系,多種微生物在生長過程中相互依賴、相互促進,形成了豐富的酶系和多樣化產物體系,它們交錯作用形成大量的營養成分。
T.Lebeau等以一種復合瓊脂為載體,將釀酒酵母和休哈塔假絲酵母共固定化,并以葡萄糖(35g/dm3)和木糖(15g/dm3)混合糖漿為原料進行連續發酵研究。在稀釋率為0.02h-1時,獲得最佳發酵結果,即100%的葡萄糖被消耗,73%的木糖被消耗,酒精生產率為0.48g/g總糖[31]。
細胞與酶共固定化
單一固定化酶或固定化細胞有時很難實現對某一底物的作用,而共固定技術則可以發揮酶和細胞的協同作用。
BandaruVVR等以海藻酸鈣為包埋材料,殼聚糖為吸附劑,將淀粉葡萄糖苷酶和運動發酵單胞菌MTCC92共固定化,以質量濃度為150g/L的西米淀粉為原料進行發酵,得到最大酒精質量濃度為55.3g/L[32]。
酶與酶共固定化
將具有協同作用的酶共同固定可以更有效地發揮各酶的作用。Giordano等先以二氧化硅為載體將葡糖淀粉酶固定,而后用果膠為載體將葡糖淀粉酶與釀酒酵母共固定,并以木薯淀粉液化液為原料進行同步水解發酵(SSF)。結果表明,初始總糖質量濃度為166.0g/L,酒精生產率為8.3g/L·h,底物的理論轉化率為91%;在連續發酵過程中添加質量濃度為163.0g/L的總糖,在相同條件下,酒精生產率為5.9g/L·h,底物轉化率為97%,酒精理論產率為81%[14]。
固定化細胞發酵的新動向是混合固定細胞發酵,如酵母與纖維二糖酶一起固定化,將纖維二糖轉化成乙醇,此法引人注目,有希望成為纖維素生產乙醇的重要手段。
聯合生物加工(CBP)指在一個反應器中聯合了酶生產、水解、五碳糖發酵和六碳糖發酵4種生物轉化過程,由于將生產纖維素酶的過程包括在整體工藝中,從而降低了底物和原料的消耗以及纖維素酶的成本,使工業規模的工藝生產成為可能。目前集酶生產、水解、五碳糖發酵和六碳糖發酵4種生物轉化功能一體的生物菌種尚還在研發當中,主要集中在釀酒酵母的基因重組技術中[33]。
3木質纖維素的資源組成及結構對其乙醇轉化的阻礙和解決辦法
自然界中普遍存在的木質纖維素(lignocellu-losic materials),主要由纖維素(cellulose)、半纖維素(hemicelluloses)和木質素(lignin)組成,這些物質是陸生植物細胞壁的主要組分。
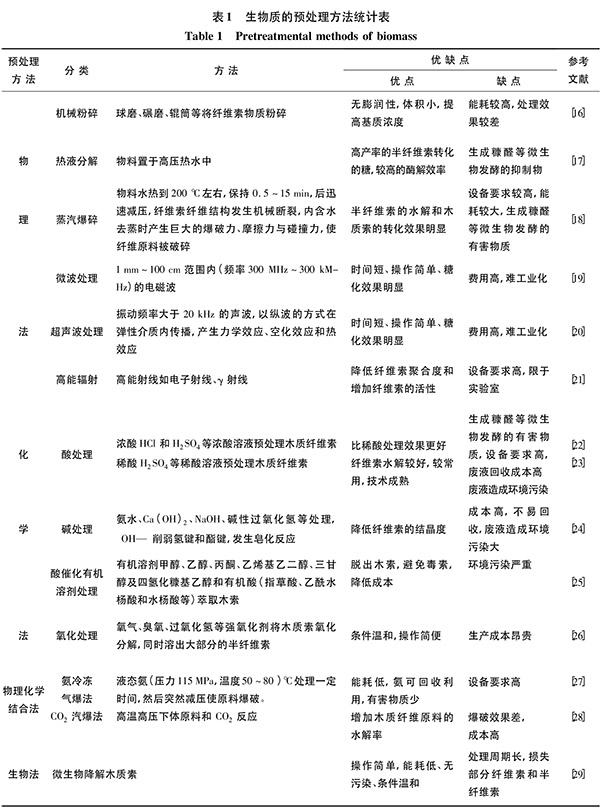
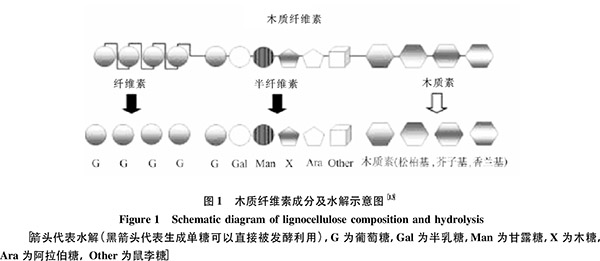
纖維素是世界上最豐富的天然有機物,占植物界碳含量的50%以上,不溶于水及一般有機溶劑。如圖1所示,纖維素是由D-葡萄糖以β-1,4糖苷鍵組成的大分子多糖。纖維素成分雖然單一,但其結構是三者中最復雜的,多個分子平行緊密排列成絲狀不溶性微小纖維,多條微小絲狀纖維相互纏繞構成繩索狀的緊密晶體結構—纖維素。資料顯示,在一般纖維物質的結構模式中,纖維素纖維被鑲嵌在一個木質多糖的矩陣中,就如圖2所顯示。
纖維素從成分上看,毋庸置疑很容易被纖維素酶酶解,但復雜的晶體和受包圍的矩陣結構將纖維素酶堵在門外。因此纖維素的復雜晶體結構成為木質纖維素酶解的一個阻礙,也是人類利用木質纖維素轉化乙醇的難點之一。
解決辦法:不同木質纖維素來源不同,纖維素成分和含量不同,據實選擇或改進預處理技術和酶水解工藝。
圖1所示,半纖維素是由幾種不同類型的單糖構成的異質多聚體,這些糖是五碳糖和六碳糖,包括木糖、阿伯糖、甘露糖和半乳糖等。木聚糖是半纖維素的主要成分,占總量的50%,它結合在纖維素微纖維的表面,并且相互連接,這些纖維構成了堅硬的細胞相互連接的網絡。木聚糖與纖維素的結構不同,大約80%的木聚糖主鏈含有側鏈,阿拉伯糖和葡萄糖醛酸的單體側鏈及包含阿拉伯糖、木糖及半乳糖殘基的寡聚側鏈分別鍵合于主鏈D-木糖殘基的C-2和C-3位置上[35],如圖2所示。木聚糖分子雖然沒有纖維素那樣的晶體結構,但比起纖維素分子的結構多樣和組分復雜性,其降解難度更大。
另外水解木聚糖分子的酶則主要由β-1,4木聚糖酶和β-木糖苷酶構成,并且所生成戊糖不宜被酵母發酵利用,需要木糖異構酶將木糖異構成木酮糖,再被酵母利用生成乙醇。
解決辦法:不同木質纖維素來源不同,木聚糖成分和含量也不同,據實選擇或改進預處理技術和酶水解工藝,更重要的是注重不同酶的協同作用。
木質素是木質纖維素中含量相對較少的一種成分,是一種芳香族高分子化合物。由4種醇單體(對香豆醇、松柏醇、5-羥基松柏醇、芥子醇)形成的一種復雜酚類聚合物。因其組成不含還原糖,所以木質素不能轉換成乙醇。但是,酶解過程中,木質素也可能被水解為某些芳香化合物,這些化合物被認為是處理纖維物質過程中產生的阻礙物[36]。
解決辦法:原位脫毒技術,李豐田等就是利用酵母菌復合培養對稀酸水解液進行原位脫毒而發酵乙醇的。其次還可以改良預處理方法,木質素比纖維素和半纖維素溶解性差,一般不溶于酸和堿,因此可以選擇溶解纖維素和半纖維素,而浸出木質素的溶劑作為預處理劑[37]。
木質纖維素的酶解產物的抑制效應在纖維乙醇生產中也是一個不容忽視的問題,如纖維素酶解時產生的纖維二糖會抑制內切和外切葡聚糖的催化作用,葡萄糖的積累對于β-葡萄糖苷酶有一定的抑制作用[38],木糖的積累對酶解也有抑制效應[3]。解決辦法:既然是產物所產生的抑制效應,那最好的辦法就是及時消耗掉產物,解除抑制效應,比如用同步糖酵解(SSF)發酵的話就可以及時消耗葡萄糖和纖維二糖[39];把能利用葡糖糖和木糖的菌株混合發酵,消除木糖的抑制作用[3]。
4對纖維乙醇工業的展望
隨著石油資源的逐漸枯竭,世界原油價格在不斷上漲,這給燃料乙醇的價格帶來了一定的升值空間,同時也給燃料乙醇的發展帶來了歷史性的機遇。另外。隨著人民生活質量的提高,對石油的需求也在進一步提高,以乙醇等替代能源為代表的能源供應多元化戰略已成為國家能源政策的一個方向[40]。
因此,今后還要加強以下技術的研究:①以基因工程手段選育高產纖維素酶、木質素酶菌種,降低纖維素酶的生產成本;②進行固定化發酵技術的研究,解決目前存在的污染率高和成本高的問題;③進一步研究纖維素原料的預處理,酶水解及發酵生產的工業化技術,其原則是:經濟、節能、環保。
總之,如何減少成本和提高纖維素生物質的乙醇的轉化率將是后續的研究重點和發展的方向。
參考文獻:
[1]Arthur J Ragauskas,Charlotte KWilliams,Brian H Davison,et al.The path forward for biofuels and bio-materials[J].Science,2006,311:484-489.
[2]武冬梅,李冀新,孫新紀.纖維素類物質發酵生產燃料乙醇的研究進展[J].釀酒科技,2007,154(4):116-120.
[3]李盛賢,賈樹彪,顧立文.利用纖維素原料生產燃料酒精的研究進展[J].釀酒,2005,32(2):13-16.
[4]Von Sivers Margareta,Zacchi Guido Ethanol from lig-nocellulosics:a review of the economy 1996(2-3).
[5]Moreira Jose R.Goldemberg Jose Alcohol program 1999(04).
[6]Coilignon F,Poncelet G.Comparative Vapor Phase Synthesis of ETBE from Ethanol and Isobutene over Different Acid Zeolites [J].Journal of Catalysis,2001,202:68-77.
[7]Helena L,Chum Ralph P,Overend.Biomass and Re-newable Fuels[J].Fuel Processing Technology,2001.71:187-195.
[8]王素雅.世界燃料乙醇產業發展探析[J].安徽農業學報.2009,37 (20):9658-9661.
[9]郭廷杰.美日利用纖維素生物質原料制燃料乙醇的技術開發[J].能源技術,2004,25(4):61-63.
[10]白坤.美國燃料乙醇的生產[J].淀粉與淀粉糖,2001,1:10-13.
[11]孫智謀.世界各國木質纖維原料生物轉化燃料乙醇的工業化進程[J].釀酒科技,2007,151(1):91-97.
[12]張文彬.我國生物燃料乙醇產業的發展[J].中國糖料,2010,3:58-63.
[13]崔永強,林燕.木質纖維素為原料的燃料乙醇發酵技術研究進展[J].化工進展,2010,29(10):1868-1875.
[14]Giordano RLC,T Joubert,Schmidell W.Continuous production of ethanol from starch using glucoamylase and yeast co-im-mobilized in Pectin Gel[J].Appl Biochem Biotechnol,2008,(147):47-61.
[15]婁玥蕓,張惠芳.秸稈生物質能源的應用現狀與前景[J].化學與生物工程,2010,27(9):73-76.
[16]王 敏,王 倩,吳榮榮.木質纖維素生產燃料乙醇預處理技術研究進展[J].衡水學院學報,2010,12(4):106-109.
[17]Kadaml K,Wooley J R,Aden A,et al.Softwood forest thinnings as biomass source for ethanol production:a feasibility study for california[J].Biotechnol Prog,2000,16:947-957.
[18]Sassner P,Martensson C G,Galbe M,et al.Steam pretreatment of H2SO4 impregnated Salix for the pro-duction of bioethanol[J].Bioresouce technology,2008,99(1):137-145.
[19]Ooshima H,Aso K,Harano Y.Microwave treatment of cellulosic materials for their enzymatic hydrolysis [J].Biotechnol Lett,1984,6(5):289-294.
[20]何澤超.纖維素的酶水解及超聲波對其加速作用的研究[D].成都:四川大學,2001.
[21]陳靜萍,王克勤,彭偉正,等.60Co-γ射線處理稻草秸稈對其纖維質酶解效果的影響[J].激光生物學報,2008.17(1):38-42.
[22]Orozco,A,M,Ahmad,et al.Dilute acid hydrolysis of cellulose and cellulosic bio-waste using a microwave reactor system[J].Process Safety and Environmental Protection,2007,85: 446-449.
[23]Curreln,Agellim,Pisu B,et al.Complete and effi-cient enzymic hydrolysis of pretreated wheat straw[J].Process Biochemistry,2002,37:937-941.
[24]Kim H T,Kim S J,Sunwoo C,et al.2003.Pretreat-ment of corn stover by aqueous ammonia[J].Biore-source Technology,90:39-47.
[25]馬英輝,王聯結.秸稈預處理的最新研究進展[J].纖維素科學與技術,2009,17(3):71-78.
[26]Garcia-Cubero M T,Gonzalez-benito G,Indaco-echea I,et al.Effect f ozonolysis pretreatment on en-zymatic digestibility of wheat and rye straw[J].Bioresource Technology,2009,100( 4 ):608-1613.
[27]Lignin-modifying enzymes from selected white-rot Fungi: Production and role in lignin degradation[J].FEMS Micro Rev,1994,13:125-135.
[28]Dale,B E,Moreira M J.A freeze-explosion tech-nique for Increasing cellulose hydrolysis[J].Biotech-nol Bioeng Symp,1982,(12):31-43.
[29]王麗,曾光明,黃丹蓮,等.白腐菌處理鉛污染廢棄稻草的動態變化研究[J].環境科學研究,2006,19(6):90-93.
[30]馬曉建.以纖維素類物質為原料發酵生產燃料乙醇的研究進展[J].食品與發酵工程,2004,30(11):77-81.
[31]薄濤,侯紅萍.共固定化技術研究進展[J].2010,193(7):77-79.
[32]Bandaru VVR,Somal an ka SR,Men du DR,et al.Optimization of fermentation conditions for the pro-duction of ethanol from sago starch by co-immobilized amyloglucosidase and cells of Zymomonas mobilis u-sing response surface methodology[J].Enzyme and Microbial Technology,2006,(38):209-214.
[33]李猛,梁輝,王述彬.利用 CBP 發酵纖維素生產燃料乙醇的研究進展[J].河南化工,200,24(2):15-16.
[34]任普鮮,蔣劍春,楊秀山,等.木質纖維素快速熱解產物生產燃料乙醇研究進展[J].生物質化學工程,2009,45(3):47-51.
[35]Saulnier L,Marot C,Chanliaud E,Thibault JF.Cell wall polysaccharide interactions in maize bran[J].Carbohydr Polymers,1995,26:279-287.
[36]張宇昊,王 頡.半纖維素發酵生產燃料乙醇的研究進展[J].釀酒科技,2004,125(5):72-74.
[37]李豐田.酵母菌復合培養對木質纖維素稀酸水解液原位脫毒發酵乙醇[J].太陽能學報,2009,30(11),1583-1587.
[38]許鳳.木質纖維素原料生物轉化燃料乙醇的研究進展[J].纖維素科學與技術,2004,12(1):45-54.
[39]Danielle dSdS,Anna CC,Kelly CPR LCC,Nei P J.Ethanol Production from Sugarcane Bagasse by Zy-momonas mobilis Using Simultaneous Saccharification and Fermentation (SSF) Process[J].2010,161:93-105.
[40]黃治玲.燃料乙醇產業的全球發展概況[J].化工管理,2002,(3):34-35. |




